
OVERVIEW AND BACKGROUND
The TGX Program was created by HO scale modelers Damon Curtis and Hank Stephens in early 2001 when Damon introduced the idea of creating a freelance GP70 locomotive as a natural progression from the GP60 series. As fate would have it, the last builder new four axle units were the GP60 units delivered in 1994. By the turn of the century in 2000, Railroads abandoned four axle power idea in favor of heavy haul six axle power as infrastructure moved from steam and early diesel era standards to the robust requirements of post-modern railroad operations. Damon coined the locomotive the “GP61TGX” with the TGX initials added by Hank referencing Damon’s idea of a “Third Generation eXtreme build.” From that point on, the TGX Program was forever attached to idea of modeling locomotive rebuilding efforts of the two modelers. Cares of life removed Damon from the railroad modeling world for a time but the inspiration he sparked in Hank would not die. The idea was further fleshed out over the years as Hank researched prototype builders and remanufacturing companies in an effort to understand the industry and why it did what it did. Interaction with fellow modelers Anthony Lorch and Joe Bohannon added more ideas. With each new discovery in the prototype, the TGX idea was developed further.
The TGX Program is different than most freelance “imagineered” concepts. It is a study of real-world locomotive construction and remanufacturing engineering and techniques with the effort of emulating them in a believable model form with a freelance bend. Deep dives into the actual engineering, motivations and performance of real-world prototypes were used to develop a plausible model concept and backstory. The idea to align the modeling concept with real world constraints gave the modeling concept a “hook” into reality adding to believability. A prime example was tying the model concept to increasingly stringent EPA Exhaust Emissions Standards of the Clean Air Act. Other than the Staggers Act, no other legislation made a greater impact on the rail industry. By incorporating this history into the modeling, the concept took on a convincing life of its own. Every decision on the freelanced modeling concept had to align with real world examples and constraints. Below is the culmination of over twenty years of on and off design and modeling by both Hank Stephens and Damon Curtis.
TGX PROGRAM–WHAT IT IS AND WHAT IT DOES
The TGX Program is envisioned as a catalogue of rebuilds that meets the increasingly stringent EPA exhaust emissions that the prototype OEM builders and railroads had to contend with from 2002 up to present day. While there was no requirement for remanufactured locomotives to meet the higher requirements, all builder new OEM locomotives had to meet the EPA Tier requirements of the time as specified by the Clean Air Act of 1986. Currently, all new OEM locomotives built for the US have to meet Tier 4 exhaust emissions standards as directed by the Clean Air Act. This was not an easy to accomplishment and played a large part in the fact that EMD fell out of the new locomotive building market. General Electric (now WABTEC) figured out how to successfully progress through the standards with its Evolution Series. EMD (now owned by Progress Rail who is in turn owned by Caterpillar) still struggles to get its SD70T4 to work.
The TGX Program is a freelance modeling concept set in these real-world events with the idea of being a successful alternative locomotion option for railroads of the time. The TGX Program offered a catalog line of rebuilds that cost significantly less that new OEM locomotives and delivered near if not the same performance using remanufactured older retired core units. Utilizing and restoring frames, trucks, auxiliary components and even cab and hood assemblies made significant reductions in the cost of the rebuild, and creating a standardized Program further improved economies of scale, produced trained personnel and easily accessible spare parts. GE proved that building such a responsive end-to-end program including financing proved to be the catalyst of the builder managing to increase market share in the 1990s and eventually oust EMD as the dominant OEM locomotive builder of the twentieth century. The TGX Program was envisioned as a freelance example working to do much the same remanufacturing old EMD locomotives. This spawned the slogan “reliability through innovation.” Reliability of the product and the manufacturer was paramount to the railroad industry and history clearly remembered the failures and successes with fortunes lost and made. Innovation using know quantities that resided in the comfort zone of railroad mechanical departments would easily create long-term success. Producing a relatively easy reproducible model of this concept was also paramount, limiting kitbashing as much as possible. This was the “hook” on the modeling side of the TGX Program concept.
TGX PROGRAM–BEGINNINGS
In 2002, the EPA Clean Act of 1986 was set to go into effect, and its ramifications would forever change how internal combustion motors were designed. The legislation introduced increasingly stringent levels of limitations on engine exhaust port pollution emissions. The legislation forced all new internal combustion engines built to reduce and even eliminate pollutants in exhaust. As outlined in the Clinton-era revamp of the Clean Air Act 0f 1974, these levels or “Tiers” increased exhaust limitations from none (Tier 0) to elimination of particulates, emitting only water vapor mixed with minimal carbon dioxide and carbon monoxide (Tier 4). Standards covered road, rail, water and air, even regulating designed in stationary applications with emphasis on diesel powered designs due to their universal use and dirty nature. In the railroad world, all newly built locomotive destined for United States operation were required to meet Tier 1. The EMD unit was the SD70 of the time and GE produced the AC4400 line. Existing locomotives built prior to 2002 were grandfathered into Tier 0 which placed little requirement on controlling emissions. Up until 2002, builders were only motivated to improve engine efficiencies to focus on fuel economy as fuel represented the second highest cost to railroads behind labor.
The 2002 Tier One requirements forced a reimagined and re-engineered prime mover (railroad parlance for the powerplant or engine). Introduction of exhaust afterburning turbochargers and changes in cooling systems were employed to manage the increased regulation. Fuel was burned more thoroughly and exhaust cooled so particulate matter could be precipitated and reburned or filtered out,This extra function of the radiator required them to be bigger and have more complicated piping. All of this had to be tightly controlled through the main electrical system and integrated with a fuel injection system, none of which was heard of on locomotives built before 2002. EMD introduced a flared radiator similar to that of the old SD45 to hold the larger split cooling radiator. GE employed split cooling very early in their 1980s designs, even providing retro kits for its early Dash Nine and AC4400 line. The TGX Program focused on an approach similar to GE designs. Casting away the less efficient two stroke EMD primemover design for a four stoke GE equivalent was the key to TGX Program sustainability. The fact that UP placed the largest EMD order in history for the 710G equipped SD70Ms further limited TGX Program designers as the builder was at capacity and had no motivation to provide upgrade kits to an upstart remanufacturer planning to compete in locomotive sales. .
When MDRailShops approached Stephens Railcar for help in creating a new locomotive design, none of the parties in the meeting could imagine the ramifications of the agreement they forged that day. MDRailShops was a small heavy backshop operation working for MDRail( Maryland Rail Transportation, reporting marks MDST) as its subsidiary. Like the larger Stephens Railcar, it moved into capital rebuilding locomotives to supports its largest customer and owner MDRail. It became especially adept at designing and building modern remanufactured units from first generation and early second-generation General Purpose rebuilds such as GP7s, GP9s, GP30s and GP35s. MDRail was interested in a modern remanufactured. The transition from reworking its usual line of early generation units into building a state-of-the-art locomotive met with less than satisfactory results. These early failures prompted them to reach out to Stephens Railcar, who regularly dealt with the third-generation units through its maintenance and backshop service contract with Georgia Road.
The MDRailShops initiative was originally coined by the name “Third Generation eXtreme build” in early meetings. The working group spawned off the original meeting quickly shortened the name by the initials “TGX’ and began pouring over MDRailShops specifications. The working group quickly identified issues with the intended 720G powerplant as being not suited for the cooling design. There were also issues with bridge weight on the frame and signs of truck adhesion issues. Once the initial design specifications were reviewed, it was time to move on to the prototype.

The MDRailShops prototype that arrived at the Stephens Railcar Dadeville Car Shops (DCS) was an ex-NS GP40X. The unit arrived in pale yellow primer with the reporting marks “MDLX TX001” under its cab. and was model designated as a GP-61TGX prototype testbed. The unit looked externally much like it had been delivered to NS. Internally it differed greatly, with a new kit EMD 710G powerplant retrofitted by MDRailShops. Stephens Railcar outfitted the unit with a newly designed MAXTRAXX microprocessor control system to address wheel slip issues, integrating hardware into a refitted high short hood with testing and monitoring equipment. All this was controlled in the cab of the unit which proved cramped when all the personnel participating in tests were onboard. After static test reviews by the combined Stephens Railcar and MDRailShops working group, static testing began in earnest. After several weeks of satisfactory static testing, TGX001 was cleared for field work on the nearby Georgia Road mainline.
While initial runs on the mainline proved promising, the program soon reached its first major setback. While working on a heavy road local near Birmingham, Alabama, the yellow prototype GP experienced its first major wheel slip incidence on grade and under load. A combination of a design flaw in the MAXXTRAX system, the weight of the train, and track conditions and the overwhelming force of 4000hp directed on four axles coalesced into a severe wheel slip incident. Instead of ramping down and stalling, the locomotive spun its wheels wildly. The MAXTRAXX system misinterpreted the event and call for more power until the wheels were spinning so fast that it burned the rail for nearly a mile and a half as its traction system pegged out, thinking it was experiencing a short-time stall instead of slippage. Smoke filled the cab forcing out test personnel before they could manually pull the breakers and stop the engine from continuing to “runaway”. The crew of the local realized the unit was out of control and brought the train to a stop, but not after the unit spun its wheels with such force that it melted the rail head down to the web. The unit continued to increase power until all four traction motors shorted and main electrical cabinet caught fire. In minutes the primemover caught fire and the unit sat locked in damaged rail section unable to be moved. Personnel finally stopped the unit using the emergency fuel cut off. This effectively stalled the train on the busy GARD main in the middle rail it had severely damaged. The local fire department was called to extinguish the engine that continued to smolder. However, the unit was now completely frozen in the middle of the damaged rail it created. The train was eventually extricated by Stephens Railcar mechanics and the rail replaced after delaying GARD traffic for nearly a day and a half. TX001 was placed on a nearby abandoned wood yard spur with orders from the Georgia Road trainmaster to move the unit “when hell freezes over.” After weeks sitting in the weed grown remote spur with the irate Georgia Road trainmaster daring anyone to move it, Stephens Railcar finally managed to get the unit returned to Dadeville. Only by re-trucking the unit with idler wheels and having it towed dead-in-consist would Georgia Road allow the unit back on its main for ferrying back to the shops.
Initial reports on the damage to the TX001 were worse than expected. The unit would have to be stripped to the frame and completely rewired with all test components replaced. The MAXTRAXX system was also put back on the drawing board. Without an adequate microprocessor control system, the rebuild would not manage to support the 4000hp in typical modern railroad operations caused by troublesome wheel slip and stalling experienced. Unfortunately, this was an issue experienced by the EMD with its GP60 series and most high horsepower four axle units under heavy load. The GP60s used a combination of truck mounted shock absorbers, sensors hooked to control software and a derating 0f 3800hp. This would not work on the GP61TGX without extensive reevaluation of the platform specifications. to make the situation further complicated, EMD was effectively moving all production to the newer but smaller GMLD shop on London, Ontario. With order books flush with projects and capacity limits due to the closing of the sprawling LaGrange Assembly Plant, EMD balked at selling 710G primemover kits to a potential competitor. The future of TGX build seemed jeopardy.
One of the senior engineers assigned to the TGX working group drew from his background working at MotivePower Industries (MPI) suggesting a completely new approach. Why not enlist a different powerplant supplier such as Caterpillar? He worked on the completely re-imagined Caterpillar mining truck primemover that was adapted to the MPI MK5000C project. The TGX working group decided to pursue his idea, with little other options available. The ill-fated Caterpillar powered MK5000C program was a failure due to hubris and timing more than design issues. Less than a dozen of these groundbreaking MK5000C units were built, spiking the horsepower race in the 1990 to the point of detriment. SP bought a few after running demonstrators, and results were encouraging until the UP acquisition promptly ended the program. The returned units migrated to the Utah Railway and posted good numbers in terms of reliability by this time. A recession and the headwinds faced by a minority builder killed the program. Utah Railway worried about spare parts since Caterpillar was no longer supporting the large 5000hp 3500 series powerplant and eventually sent the units one by one back to MPI in Boise, Idaho for engine and electrical change out with SD60 internals. Designers decided to approach Caterpillar with the idea of redesigning and updating the powerplant for inclusion in the TGX build. At first, CAT had little interest in discussing the primemover units, citing no market. Stephens Railcar managers convinced the heavy equipment maker that the EPA requirements were forcing builders and rebuilder companies alike to find reliable powerplant units that could meet or exceed the new emissions standard. CAT was already touting its 3,005 horsepower, low-emission 3516C-HD clean-diesel engine. Only after Stephens Railcar and MDRailShops agreed to cover all R&D costs would CAT even consider the proposition. CAT had nothing to lose and agreed to lending its supply chain to produce this new powerplant if it proved viable. This was a big gamble for the two shops with equally lucrative and disastrous outcomes possible. To ever hope to recover design and implementation costs, the working group realized it had to broaden the scope of the project to garner more potential customers. The working group expanded the TGX build into a potential line of locomotives under what was now called the TGX Program. Stephens Railcar managed to acquire two of the 3500 CAT powerplants from MPI, hauling them to Alabama. Sequestered in the JTLS backshop Building 10 used for special projects, engineers set about reverse engineering them. They found that with specification changes a similarly constructed engine could meet the EPA’s Tier 2 standards and could be retrofitted with advanced emission control technology. This technology routed the exhaust through a diesel oxidation catalyst prior to entering a selective catalytic reduction (SCR) chamber. This resulted in NOx emissions being reduced by more than 90 percent from the original 1970s vintage engine typical of older CAT equipment. Stephens Railcar figured it could redesign this powerplant with a stock EMD alternator and control it further with Electronic Fuel Injection (EFI) through its proprietary MAXTRAXX microprocessor control system. The updated MAXTRAXX 2 software upgrade could not only proactively monitor powerplant output parameters, but emissions also. Caterpillar understood the impact of the new standard on its heavy equipment line and opted to give the idea of a CAT powered locomotive another look. Stephens Railcar was tapped as the designated design and prototyping shop, with MDRailShops doing component compatibility tests crucial to making the platform work. The cost of development was shouldered solely by the two shops, with CAT amenable only because it bore not a single penny of costs. No one really wanted to talk about the shortcomings of the original 3500 series powerplant, and TGX Program engineers prodded CAT to sign off on a complete redesign, only agreeing to bring its supplies on board for production if the powerplant was a success. It was a huge gamble but carried a lucrative payoff. Stephens Railcar and MDRailShops set out to build a new powerplant, then mate it to a new electrical system in order to create a viable testbed prototype. CAT was unusually silent, but designers of the program had little time to search out the answers and meet the deadline of being production capable by early 2002.
The TGX Program working group gained an odious nickname around this time. The somewhat eccentric and little-known group of engineers who haunted the confines of Building 10 gained the nickname of the “Possum Works.” As the design and implementation ramped up, the building and surrounding shop area collected more clutter and several locomotive cores as research material increased. At one point a brand-new Georgia Road SD70M Phase too sat in the shop in various states of disassembly. It got so bad that the now frazzled Shop Foreman exclaimed to one of the managers, “Every time I try to get someone to help organize and clean up the clutter, they all go back in the design offices and play possum until I go away!” The clutter was disrupting to normal shop projects at the time, but the complaints seemed to fall on deaf ears. He went so far as to have a sign made and posted over the door of a grinning possum with the words “The Possum Works” emboldened across the top. He intended it as an insult, but the working group engineers viewed the slight as their version of the super-secret and critical “Skunk Works” at McDonald Douglas who made the impossible aircraft projects reality. As a result, the nickname and the sign stayed with them even when the TGX Program moved to new digs at the nearby former Finley Roundhouse at Georgia Road’s Leigh Yard. Ironically, the Shop Foreman had no idea his existence and that of Stephens Railcar hinged on a successful completion of what “The Possum Works” was doing.
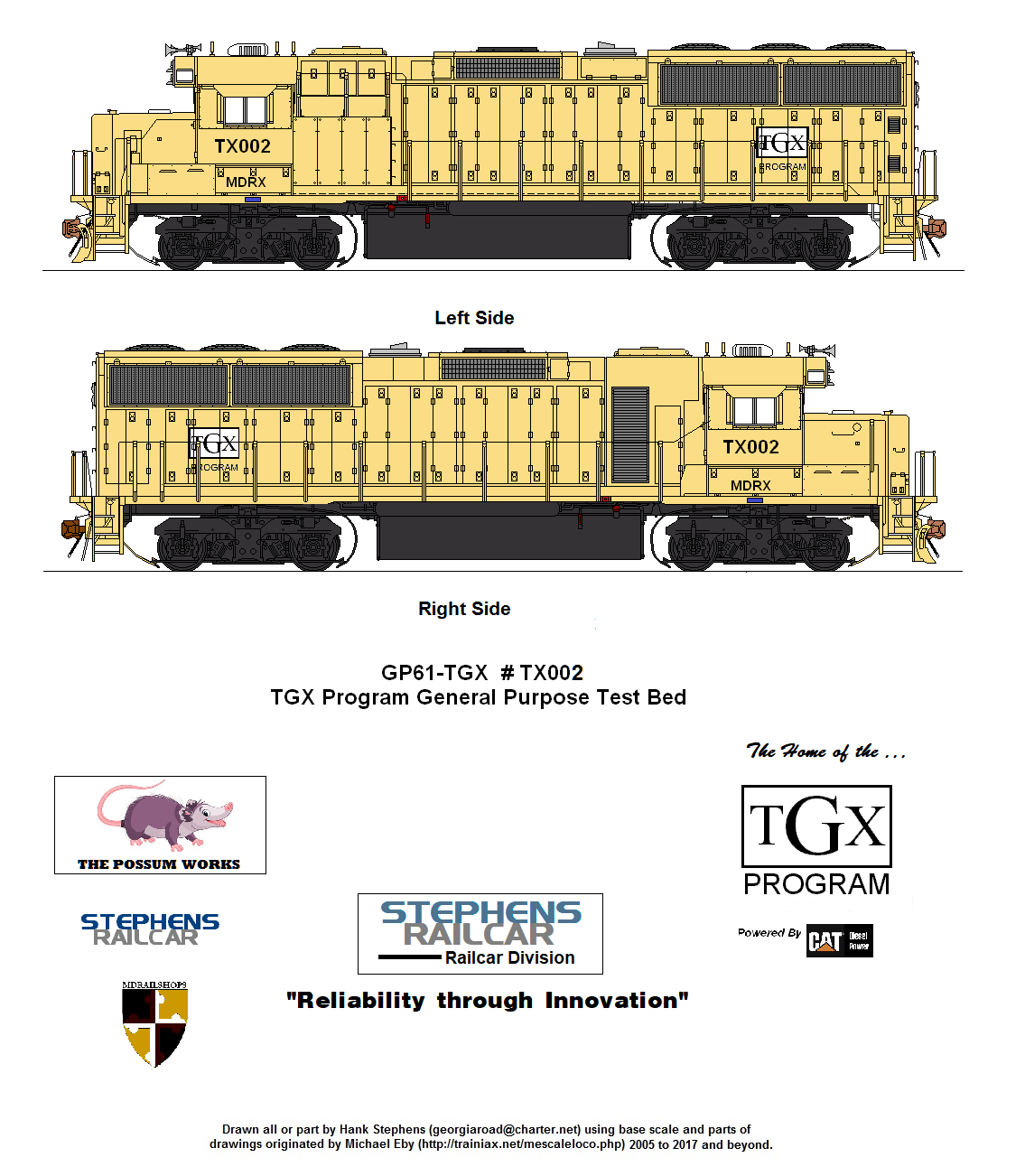
TGX PROGRAM–THE PROTOTYPES
The first viable production power plant to be produced was the 3616C-TGX followed by a smaller but equally powerful 3612C-TGX. The TGX Program managed to produce a final version that Caterpillar and its primary powerplant suppliers signed off and production commenced on the first pre-production prototypes which were delivered to both shops. The two locomotive rebuilding companies opted to create a second testbed in order to do powerplant and control system testing. A former CNW GP50 was tapped as testbed TX002. TX002 carried many of what would become production features, including a flared radiator with three high-capacity Q-fans, and early design aftercooling which allow the unit to run cooler at high horsepower, thus keeping exhaust in specified levels. The unit received a newer GP60 type dynamic braking since it originally had none, and all systems were upgraded to TGX specification. The most remarkable spotting difference was the addition of new Hi-AD (high adhesion) trucks. SP used these under its as delivered GP40X units but they were quickly replaced when the units were demoted to local and yard switching. Stephens Railcar opted to add these flexible trucks along with a new generation of software control called the MAXTRAXX 2 to focus the full 4005hp of the 3612C-TGX on the rails without wheel slip. AC traction motors were specified in the trucks to eliminate burned out motors caused by stalling and reaching their short time rating.
Several weeks of static and computer simulation testing followed and then TX002 was deemed ready for road testing. Meanwhile, the original TX001 was completely rebuilt with a second 3612C-TGX and downrated to 3500hp. With a sensor array and monitoring system already in place, TX001 still held its monitoring and sensor hardware in the high short hood saving installation of the equipment in TGX002. It could simulate train loading and could be used to complete testing in case of a road failure by TX002. These units would forever be paired while testing on the Georgia Road to meets the requirements of the Class One in order to prevent another catastrophic failure event which still left misgivings in Georgia Road managers and personnel. The pair of test units were trailed by the Stephens Railcar’s newly created dynamic laboratory test car Traveler, a reconfigured Budd streamlined Diner/Tavern car. This car would allow program engineers adequate space to monitor the redesigned test units in comfort rather than the cramped quarters of the TX001 cab. The test car could monitor and control every aspect of the drab yellow testbed locomotives and shut them down remotely if they experienced an anomaly. It was this new safeguard that convinced Georgia Road to allow the test unit on its rails for a second series of field tests. These tests proved very successful with no dramatic road failures.

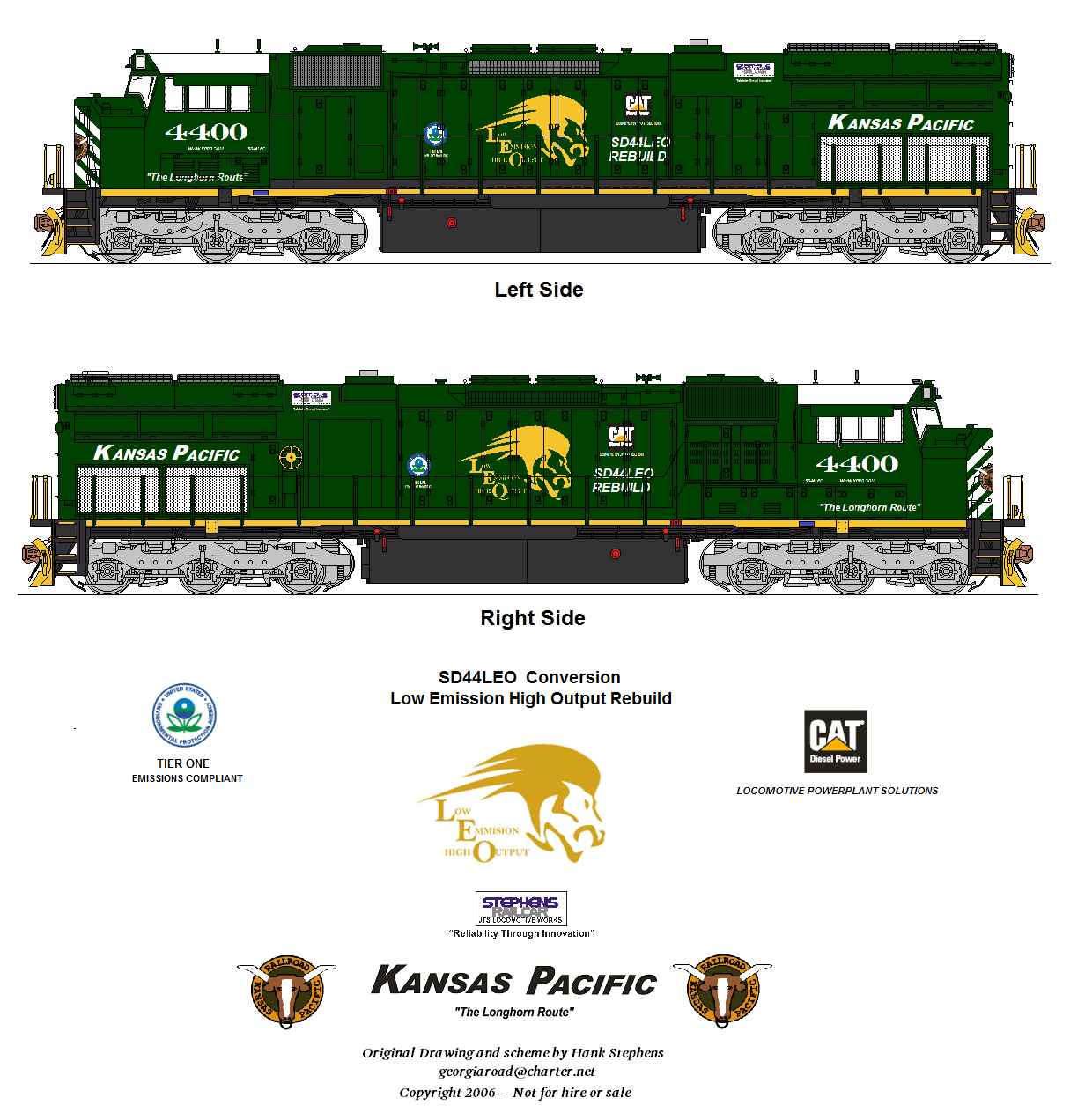
During the early testing of testing of the GP61TGX, Kansas Pacific Railroad (KP) approached Stephens Railcar about upgrading its SD40T-2 fleet with updated electronics and a new North American Wide Cab meeting the recently upgraded FRA crash standards. Stephens Railcar convinced KP to allow it to experiment with 3616C-TGX powerplant at a 4000hp rating, since the core “tunnel motor” cooling would be reused. The bottom drafting design was several times more efficient This design was designated the SD44LEO short for Special Duty (six axle) locomotive–4005hp–Low Emission, high Output. This rebuild was not considered part of the preliminary TGX Program had its first working CAT primemover in freight service with a constant stream of invaluable data on the new engine design. For more information on the LEO and Kansas Pacific Railroad please follow link below.
https://www.facebook.com/groups/866592384780977
As the four-axle testing wound down, it became clear that a full-time testbed unit would be needed to complete qualification of the six axle 3616C-TGX. Stephens Railcar fielded its own test bed in the form of a heavily modified former ATSF SDP40M-2. The unit, referred to as the SD-TGX Testbed, was highly modified and updated with 60 series dynamic braking in the former HEP compartment. This eliminated the need for the original grid that straddled the primemover and allowed the long hood section over the motor to be quickly removed to access the powerplant. Being fully cowled allowed engineering personnel to access sensors and monitor aspects of performance without cumbersome hood doors. A fully integrated MAXTRAXX 2 control system was added to the main electrical cabinet complete with modular wiring to make changes and upgrades easier. A new Tier 1 compliant split cooling radiator was fitted to cool the more powerful primemover.. The SD-TGX Testbed locomotive was painted in the early black and white Stephens Railcar shop switcher scheme, numbered SRCX 9000. After several months of local testing, the unit and partner test car Traveler headed to the ARR test track in Pueblo, Colorado. It returned home in late 2000 for a complete tear down and evaluation. Tests proved satisfactory.
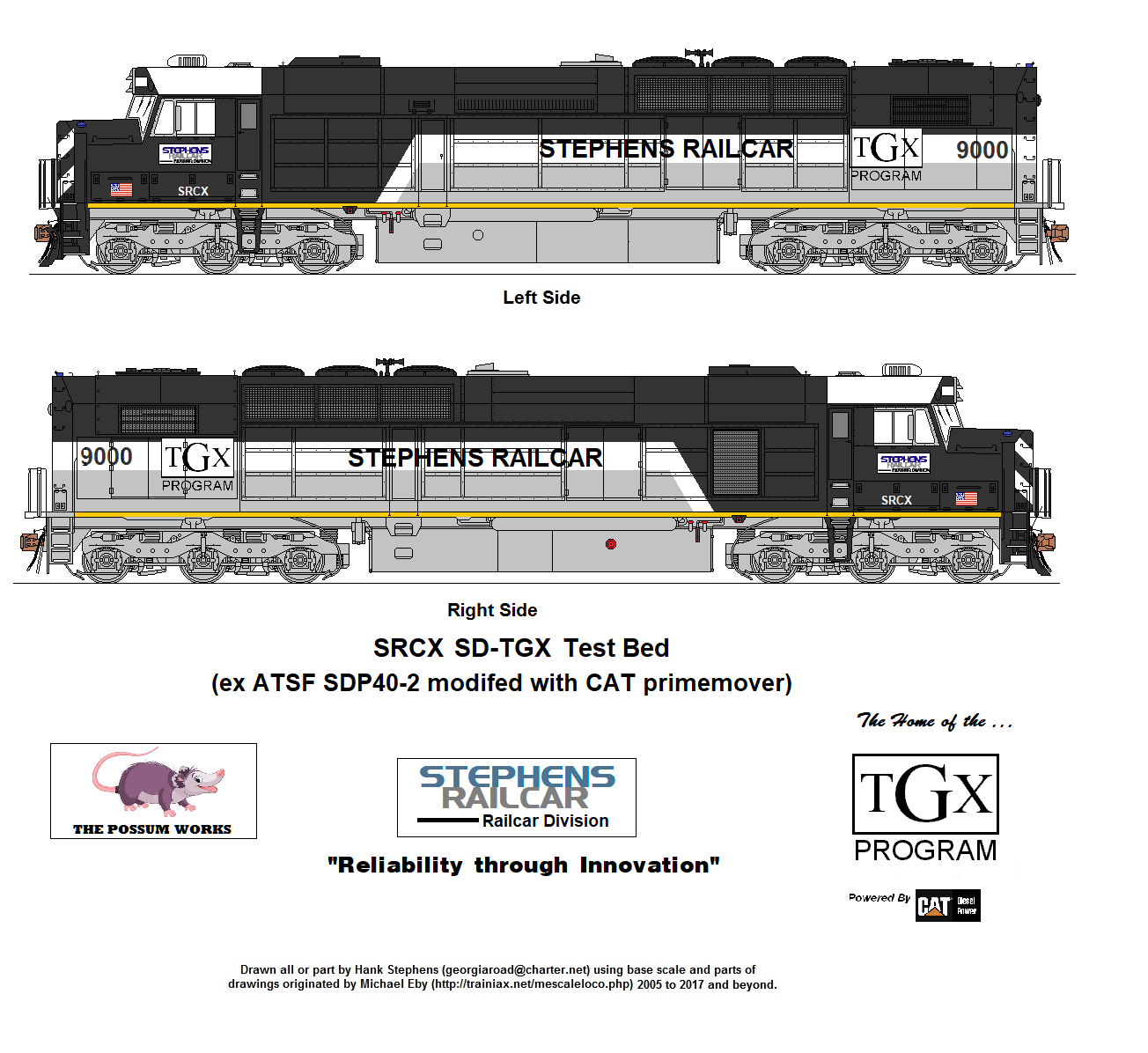
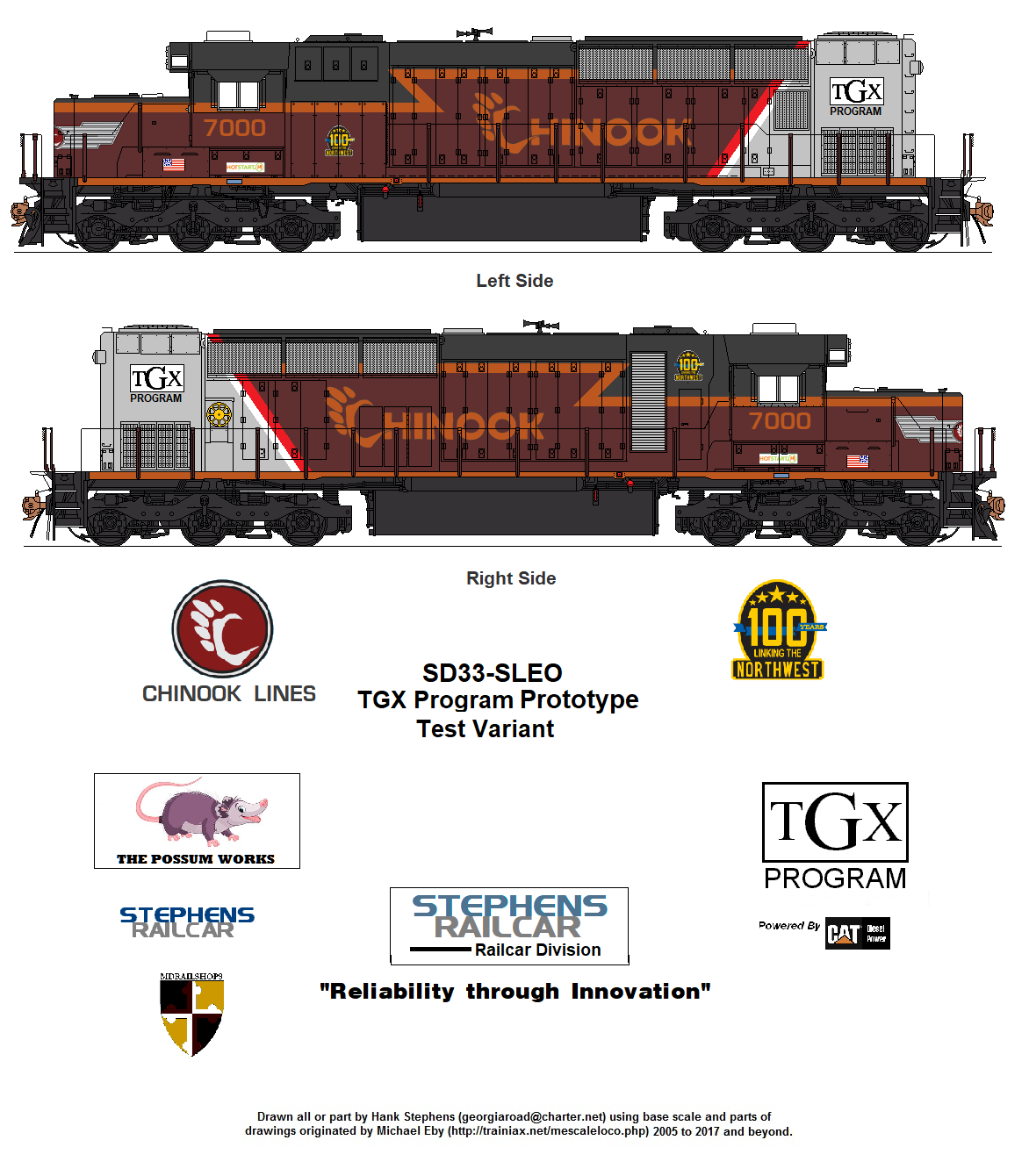
Following completing of the testing at the Pueblo site, the SD-TGX testbed went to work on nearby Chinook Lines for several week of testing to gather train handling data on the new TGX Program configuration. Chinook Lines was so impressed with preliminary designs it requested a series of rebuilds based on the SD-TGX Testbed. The Northwestern Class One ran both freight and passenger and completed several unrelated CAT conversions of older ALCO locomotives on the roster. Eager to gain more real-world data, Stephens Railcar worked jointly with the Chinook shop forces to construct a series of upgraded SD units from SD40T-2 cores. These units employed the same specification as the Kansas Pacific SD44LEO units but with extended Tier 1 split cooling built off the EMD SD9043MAC design which provided unused extra cooling capacity. It was also the first working test prototype design to field the MAXTRAXX 2 traction and emissions control system. To distinguish the design from the earlier SD44LEO design, these were designated the SD33S-LEO or “Super Low Emissions, high Output” units. Nicknamed the Super LEOs due to their upgraded status from the Kansas Pacific LEO units, these locomotives would be the actual first working pre-production units of the TGX Program and the first units to wear the TGX Program logo. These units would also be instrumental in developing the later Tier 3 Revolution Series due to the cooling capacity of the radiators allowing units to be uprated to test upgrades to the primemover needed to advance to Tier 3 requirements. It was not unusual to see one or two of these units working around Stephens Railcar during Revolution Series testing due to their unique and unusual horsepower “uprating” ability and being the first real world working prototypes. for more information on the Chinook Lines and the Super LEO rebuild follow the link below.
https://www.facebook.com/groups/517011158314309
TGX PROGRAM–THE SERIES ONE DEMOMSTRATORS
The return of the #9000 SD-TGX Testbed marked few weeks of quiet around Stephens Railcar. The frequent testing trips and constant motion of test locomotives and equipment waned through the end of 2000. In early March 2001, three units in gray primer were observed at the Dadeville Car Shops (DCS). These turned out to be the first production units, earmarked for a demonstration tour later in the year in for painting at DCS. These were fresh out of the John Tyler Locomotive Shops (JTLS) constructed on part of the redeveloped Ensley TC&I steel mill site in Greater Birmingham, AL. Locomotive work moved to the JTLS some years before, but painting still took place at the busy Dadeville and the reason for the grey primer trio coming down to Dadeville. JTLS lacked a fully provisioned paint shop, so the three units had to make the journey south to Dadeville from Birmingham for painting. Stephens Railcar and MDRailShops worked in tandem to create three demonstrators for a North American tour to market the TGX Program “Third Generation eXtreme” Rebuilds.
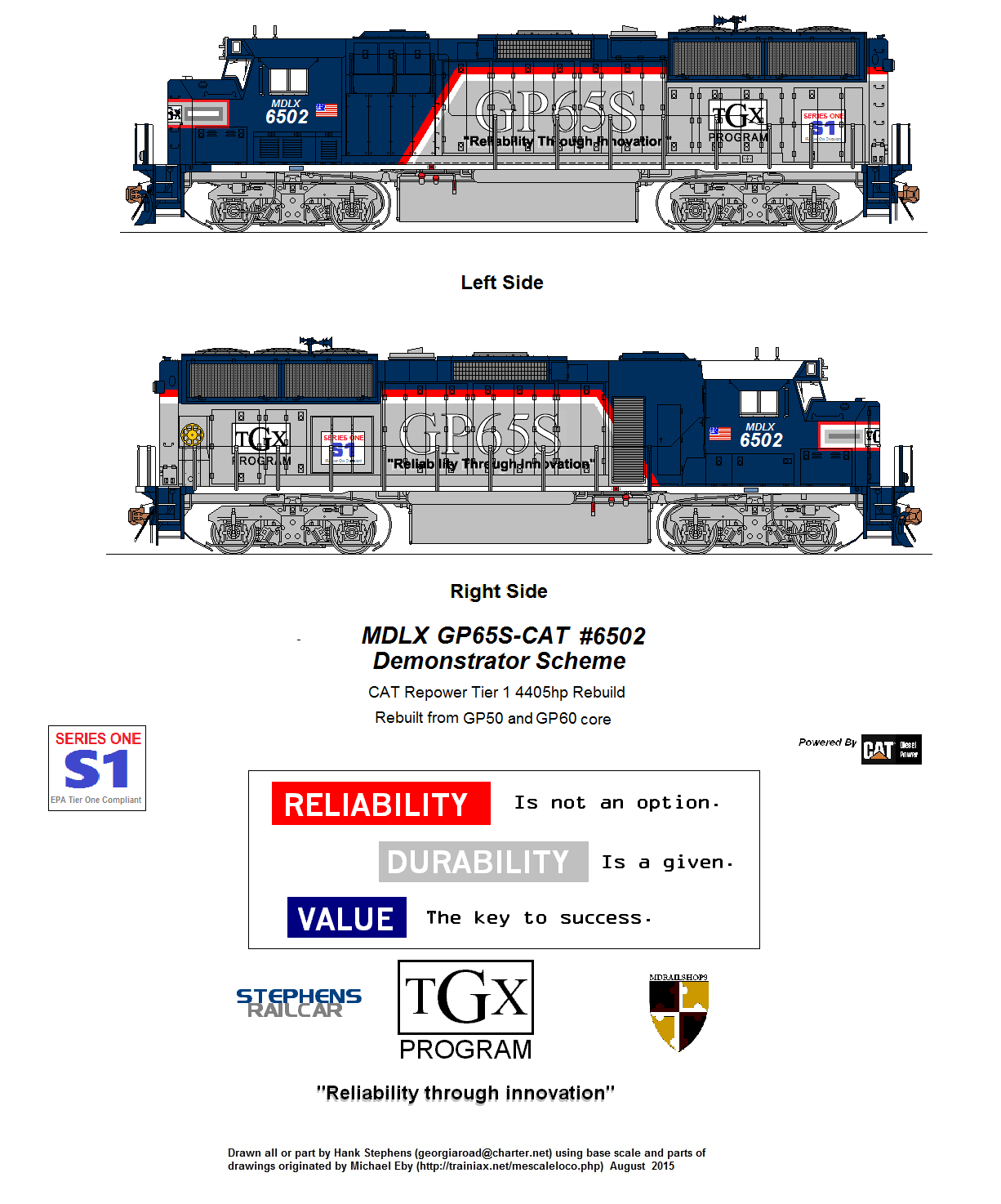
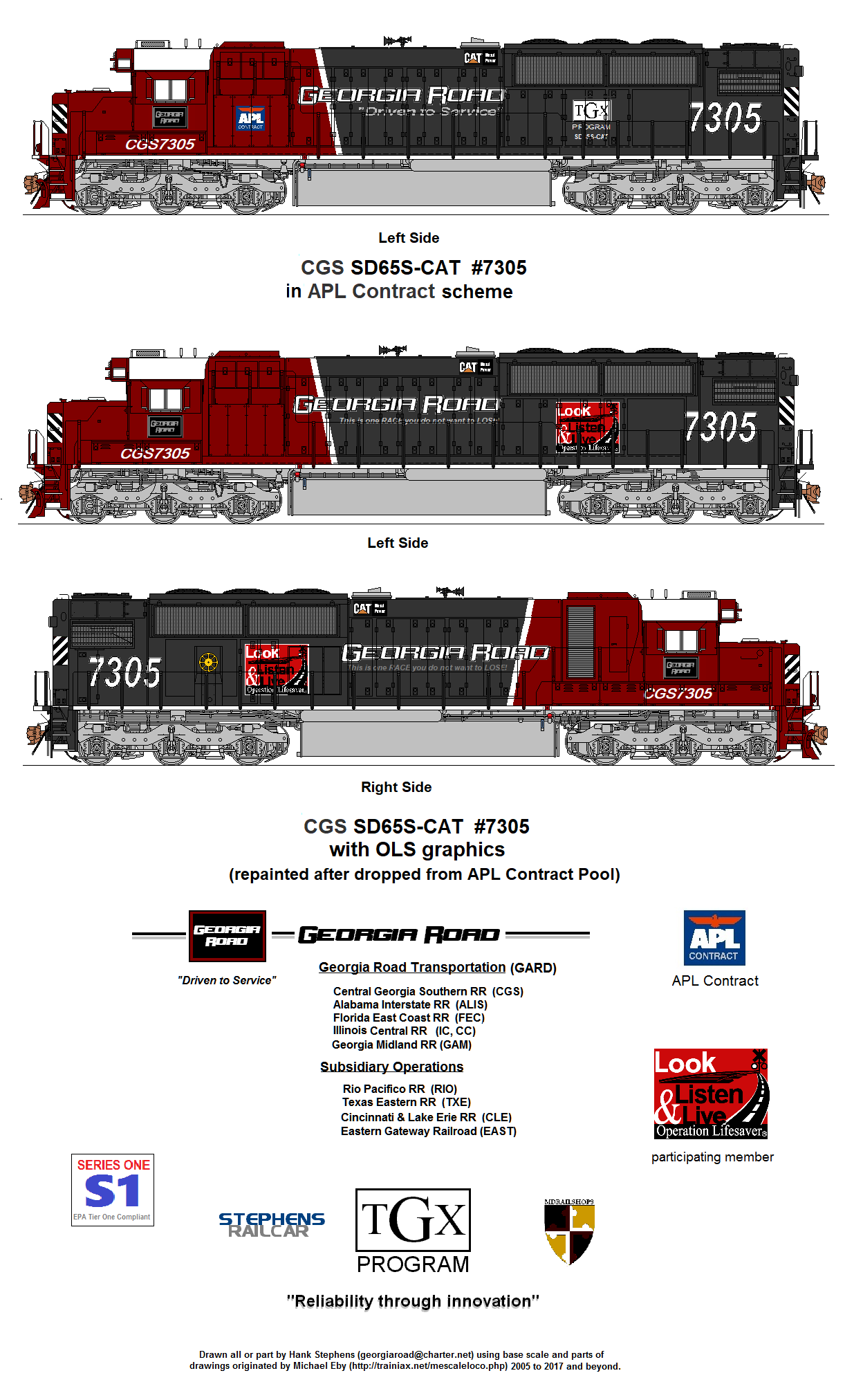
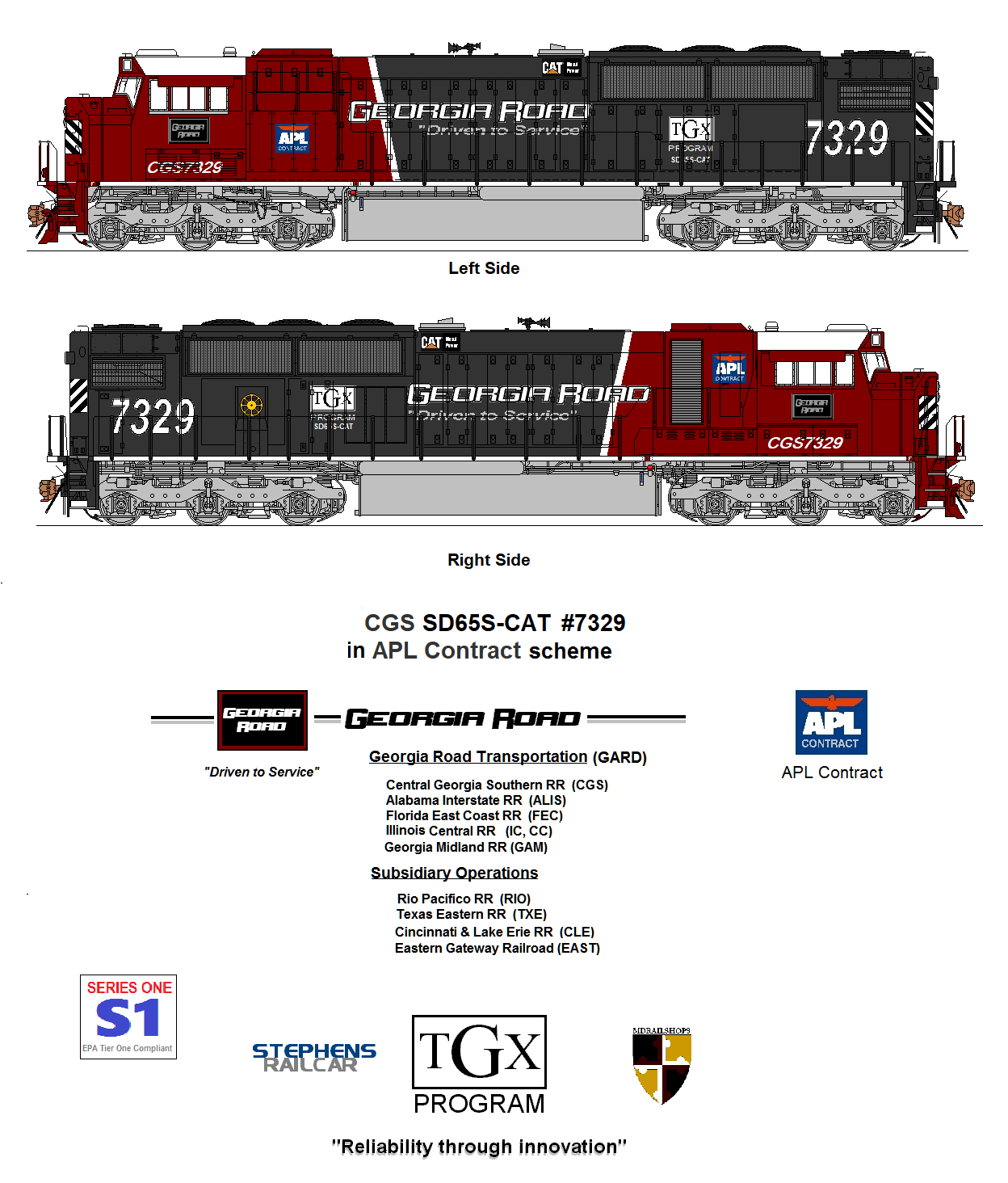
While originally referred as the Production Super LEO in early documentation, the Tier One specification units were officially named the SERIES ONE line of rebuilds of the TGX Program. MDRailShops created the four-axle unit, designated a GP65S-TGX numbered MDLX #6502. This unit featured a gull wing North American Cab unit, a GP60 style high-capacity dynamic braking assembly, enhanced cooling in the form of a split core flared radiator which fed an exhaust aftercooling system wrapped around the now battle tested 6512C-TGX Caterpillar powerplant. The four-axle locomotive easily met Tier One emissions at 4005hp. A MAXTRAXX II microprocessor held the 4005 horses in check, pitting the highest horsepower ever seen on a four-axle platform against the railhead using heavily modified EMD Hi-AD high adhesion truck introduced on SP GP40X units many years before. These trucks featured the “Follower Bolster”, which allowed the four-axle truck to flex enough for each wheel set to keep the maximum amount of wheel-to-rail contact at all times. By keeping the wheel sets squarely on the rail, the unit could effectively transmit full horsepower traction to the rails even under excessive curvature and grade. Fully provisioned, the unit also proved to be the heaviest four axle unit ever built, designed to move heavy intermodal and fast merchandize trains at maximum speeds of 85 MPH in any rail condition or with fuel rack modifications and software changes, road switch heavy trains. The SD65S-CAT utilized core from GP40, GP40-2, GP50 and GP60 donors,
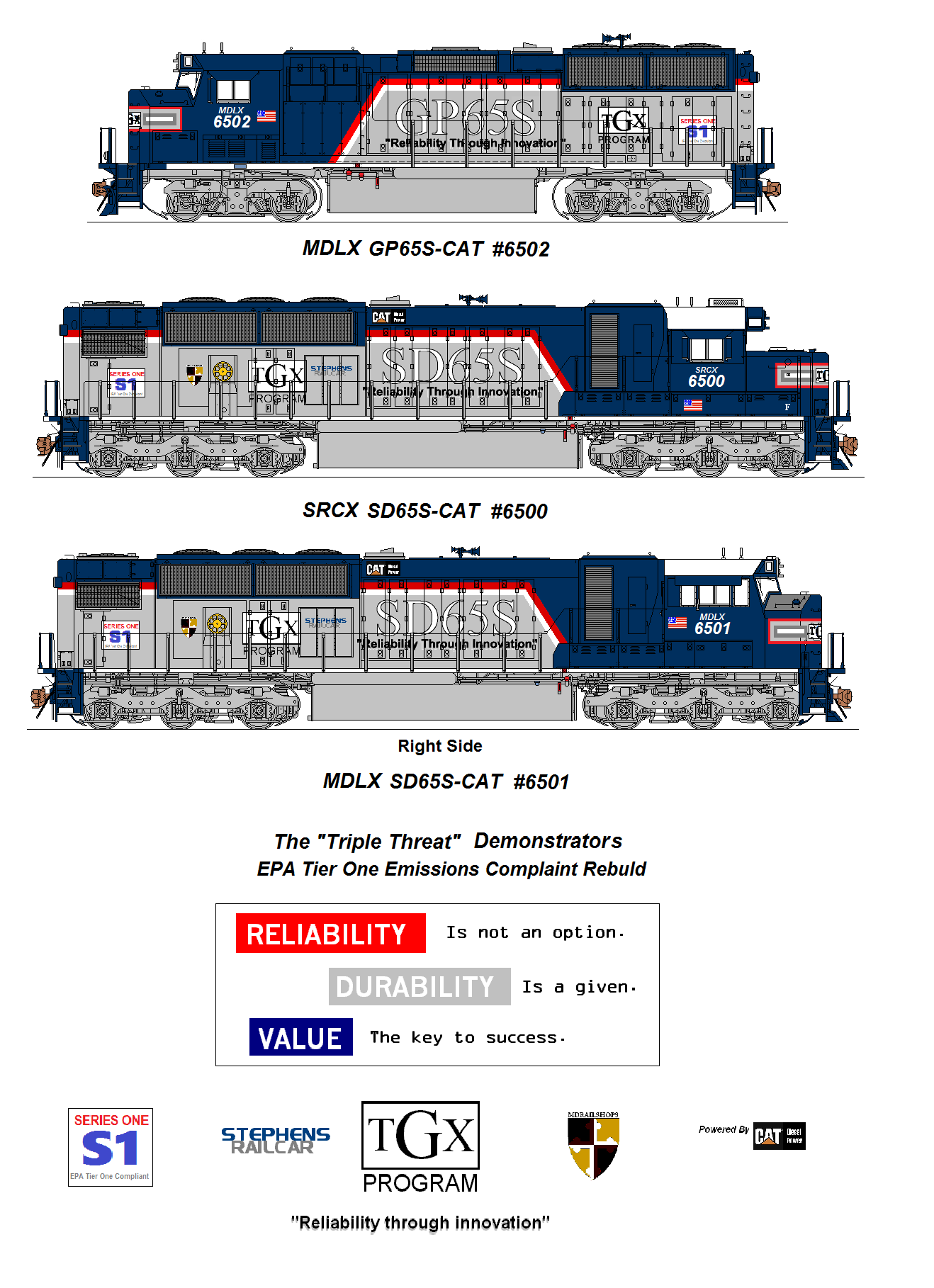
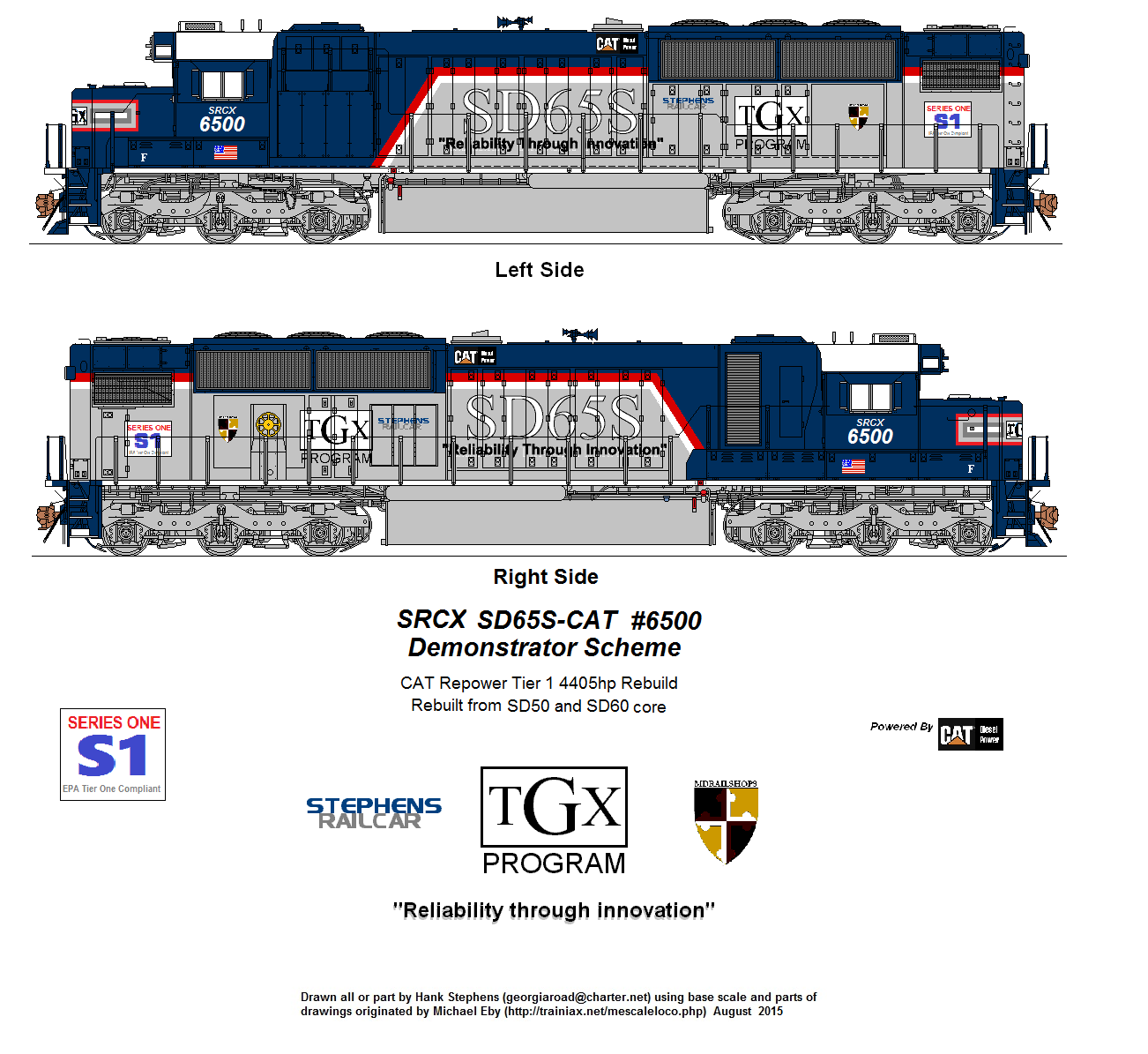
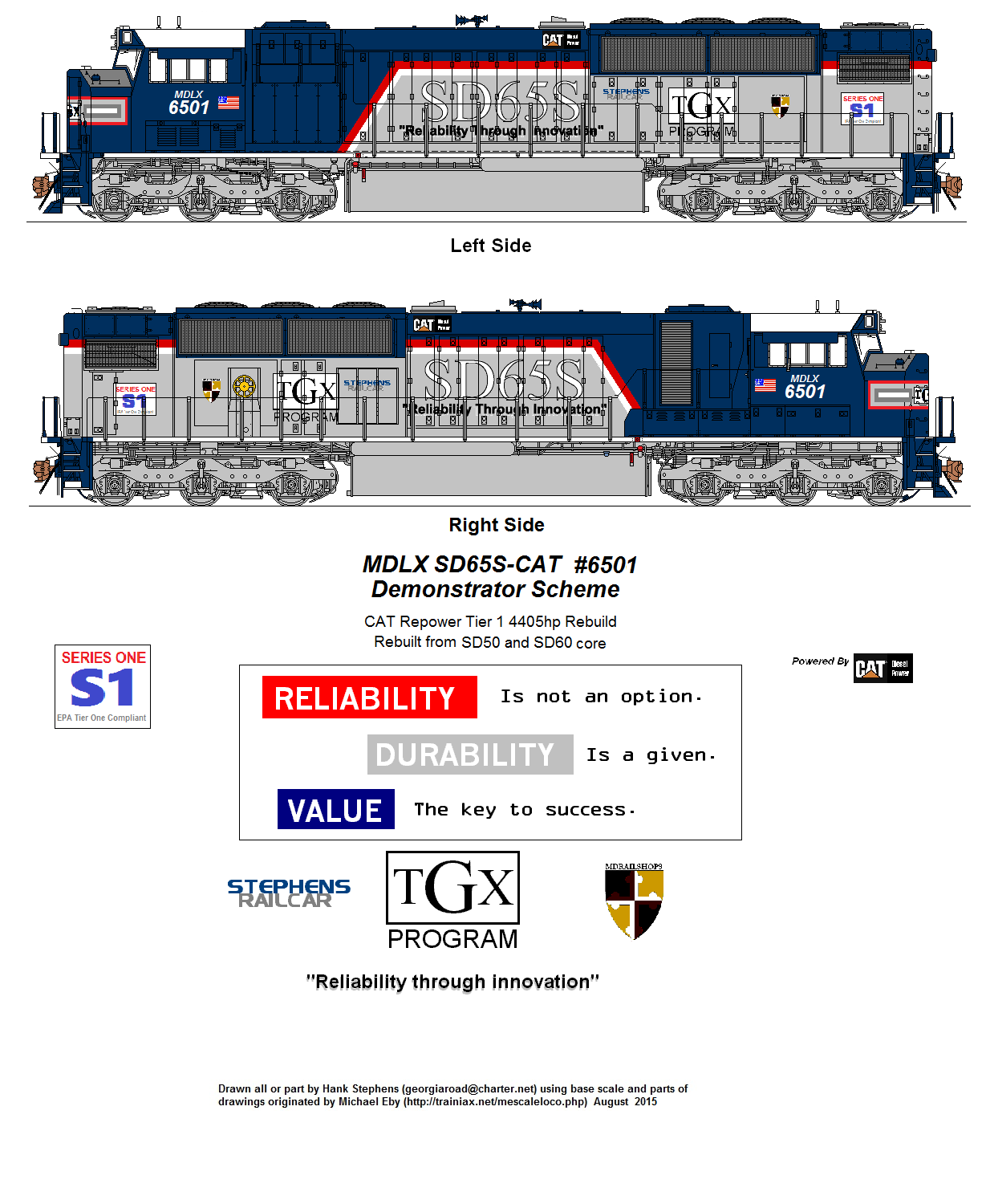
Stephens Railcar added two six axle variations to complete the demonstrator set. SRCX # 6500 was the standard cab version, with MDLX SD65S-CAT #6501 being the third unit sporting a brand new North American wide cab kit. Like the GP65S-CAT, the two six axle units featured the split core slanted cooling and 6516C-TGX 16-cylinder powerplant. Both units featured completely rewired electrical systems, the MAXTRAXX 2 control system riding on completely reconditioned trucks, new traction motors, alternator and exhaust aftercooling. The six-axle platform was also rated at 4405hp and exceeded Tier One EPA standards upon AAR certification at the Pueblo test facility. These six axle variants could use any long frame second generation core such as the SD “tunnel motor”, SD45-2, SD50, and SD60.

Over several weeks in the early Spring of 2001, all three first production units exited the DCS paint shop in a matching demonstrator scheme. Decked out in a red, white and silver-gray scheme with the model of each emblazoned on the long hood, they were referred to collectively as the “Triple Threat Demonstrator Team”. TGX Program marketing managers envisioned the three units as creating a real “threat” to new locomotive sales for EMD and GE. The scheme also introduced the TGX Program graphics, and the program slogan touting “Reliability Through Innovation.” After several days of marketing displays at both Stephens Railcar shops, the three units along with the test car brand a brand new refurbished 3/4 dome customer experience car Innovator and fully restored ex EMD test car ET-101 began qualification and demonstration trips on the Georgia Road and nearby class ones. After a few days of testing and touring, the set headed to Colorado for qualification at the FRA test track followed by Emissions Testing in Texas to certify under EPA Tier One standards. Testing and certification were completed in the summer of 2001 and the Triple Threat Demonstrator team returned to the Deep South to prepare for a North American tour. The “Triple Threat Demonstrators then set out to test for various class one and over a dozen regional railroad operations over the next year and a half.
Below are artist concepts of the three ” TGX Program SERIES ONE production units painted in the “Triple Threat ” Demonstrator Scheme. Decals for this set are available for sale in the DECAL SETS menu on the front page, A 3D printed “drop in” long hood will allow conversion of a Walthers or Athearn SD50/SD60/SD60M. Details such as fans, handrails and related can be recycled from the SD50/SD60/SD60M factory-built model. These will be announced at a later time. The GP65 requires some minimal kitbashing and uses the chassis and details of a Athearn GP60M. Please contact me if you are interested in the GP65 build.
Georgia Road was an early significant customer of the TGX program, buying all three of the Series One variants in 2001. The first twenty units were built with standard cabs due to the core configuration, but the last ten introduced the EMD wide cab as Stephens Railcar worked through ex NS/CR and UP SD60Ms. TGX Program test bed units and the early demonstrators tested heavily on the Georgia Road. The result was a very reliable and successful rebuild that worked interchangeably with SD70M and later SD70M-2 units. Most of these units would be pushed out of the Eagle Flyer Service as the builder new SD70M-2 units were delivered and the EPA standard moved to Tier 2 and Tier 3. Several of the ten wide cab variants remain in Eagle Flyer Service and carry the Eagle Flyer Paint Scheme. All others ran in standard Georgia Road colors. The 20 standard cab units remain in general service, with two scrapped after a derailment and fire in Alabama.
TGX PROGRAM–THE REVOLUTION
EPA emissions standards were set to go to Tier 2 in 2008, threatening to stymie sales once the Series One was no longer the cutting edge rebuild able to meet the new standard. In 2005, Stephens Railcar opted to move the TGX Program forward and produce an enhanced specification that would build on the SERIES ONE success and meet the higher standard. While not a requirement, the fact that TGX Program could meet the emission standard of the time at a fraction of a builder new OEM unit bolstered orders and kept the program working. EMD and GE both were working on new designs to meet the increasing standard, evidenced by testbed units captured in the railfan press. Rumors circulated that the standard might be revised to include all capital rebuilds. This change would effectively kill the SERIES ONE as the design had no provision to advance to the higher standard. EMD was also in a major change, being spun off by owner GM to several investment groups. The smaller company announced it would again offer upgrades, but under its new ECO Program requiring strict conversion specifications dictated by the builder on a contract basis. The TGX Program would have to re-invent itself or become another page in the history of locomotive rebuilding.

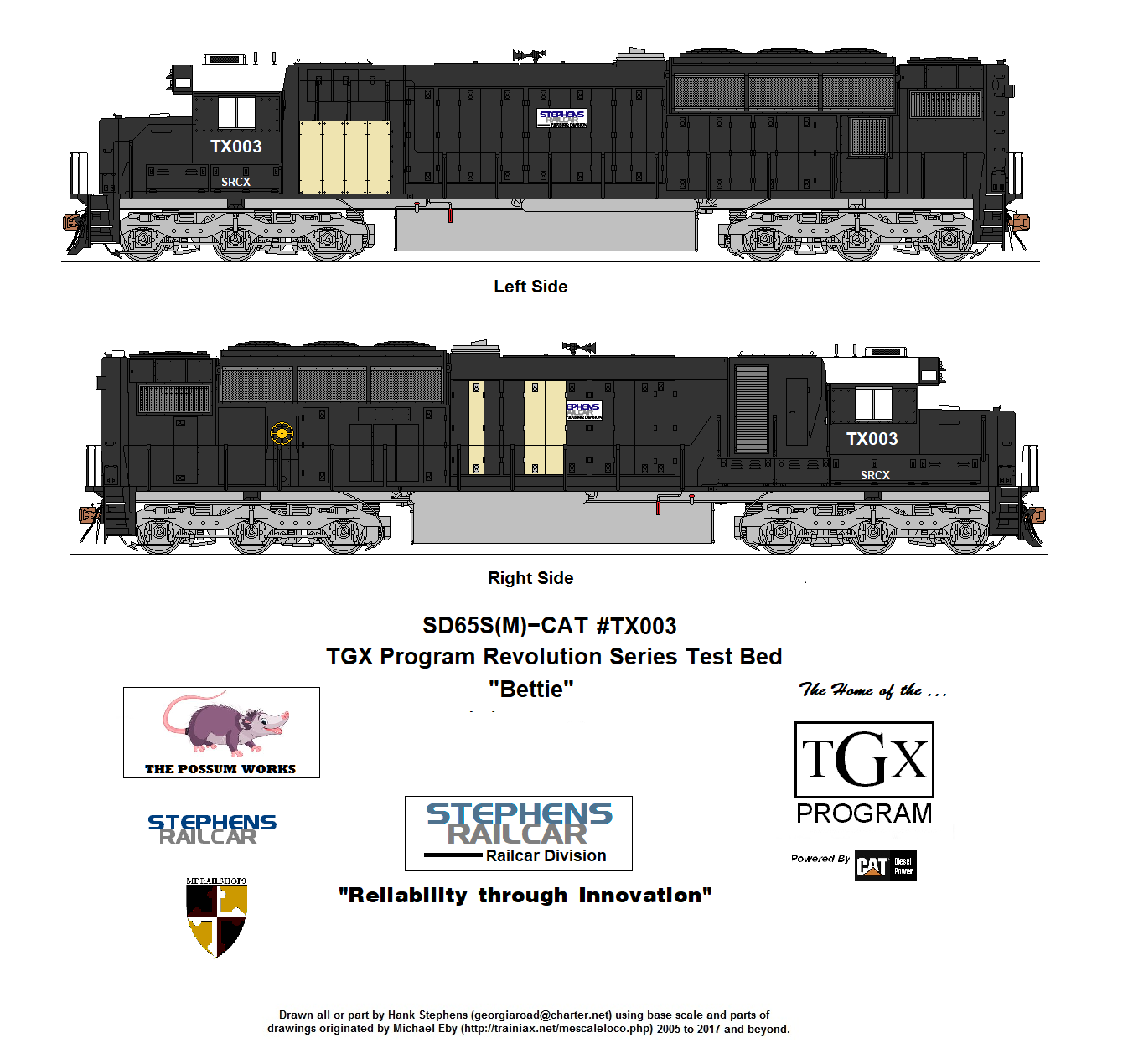
A former Missouri Pacific SD50 was pulled from the core supply at Stephens Railcar and moved into the shop for complete stripping of components to the frame. The 3616C-TGX series engine was dropped into the tired SD50 core and the “Bettie” prototype was born. “Bettie” was the code word for the whole REVOLUTION project and few on the shop floor working on it knew the official model designation. The testbed unit was painted solid black and quietly slipped out of the JTLS erecting building for static testing at the Finley Roundhouse Test Center at Georgia Road’s Leigh Yard. now turned into the home of the infamous Possum Works. Electrical and mechanical engineers at Stephens Railcar unknowingly embarked on one the worst debacles since the beleaguered SD50 program was introduced by EMD.
The “Bettie” test bed went out to the Finley Roundhouse Test Site only to soon return with a dog’s breakfast of mechanical and electrical issues, none of which pointed to any definitive root causes. Some more superstitious shop personnel indicated that some locomotives are cursed from their inception, having a personality disposition likened to demonic possession, if not a gaggle of gremlins built into it from the inception. Bettie was destined to make more than one overseeing project engineer loose more than his share of sleep. These old heads at the shop further noted that the first time a unit started after construction dictated how it will perform over its lifespan. They referred to it as personality, and to the chagrin of many at Stephens Railcar, Bettie had plenty of it. In her debut at Finley, Bettie cranked, idled for two minutes and then threw a rod which folded over a hood door like an envelope seam. The flying part barely missed the senior mechanic, who also happened to be a vocal proponent of the personality theory. A tear down of the brand new 3616C block back at JTLS found nothing that would cause such a failure. Even after grilling all the shop personnel over every step of construction, no determination could be made. The senior mechanic did not seem surprised.
Bettie was repaired and inspected with the proverbial fine-tooth comb and once again fatefully towed to Finley Roundhouse. Here shiny jet-black paint was scarred by one primer replacement hood door. All seemed well and she idled for several hours in the emissions shop bay. Program engineers chided the old mechanic, who seemed suspicious and unconvinced. Late in the day, it was time to move her onto the turntable for a run to the set-up bay. The unit got half on and half off the turntable under her own power when a traction motor shorted and fried part of the main electrical cabinet. With traction motors locked, a crane had to be called in to change the traction motor so the unit could be dragged into the bay. This was not before the whole facility was brought to a near standstill as the turntable could not move stranding several other projects in for emissions qualification prior to customer delivery.
After extensive rewiring inside the set up bay, the Bettie prototype finally managed to get out under her own power to begin field testing, but only for a short time. More trouble with the powerplant cropped up, this time requiring a crankshaft bearing replacement. It was at that time Bettie’s nickname changed. She was now known as Bettie the Bruiser, a description paying homage to the bruised egos, busted knuckles and truck load of antacids consumed by personnel in their long bouts of overtime trying to get the system to finally work. Shop forces later referred to her at Bettie the Witch (letters changed to protect the innocent and G rating). The unit seemed to always have issues requiring extensive inspection and repair. Usually, the failures were odd and unrelated. The idea of “sleeping with Bettie” was not a good thing at Stephens Railcar by this time. It meant personnel tasked with repairs got to spend all night with a bedraggled, caffeine freak of a project engineer crawling over the latest problem that sent the locomotive packing back to her own private hanger in the Finley Roundhouse Test Center.
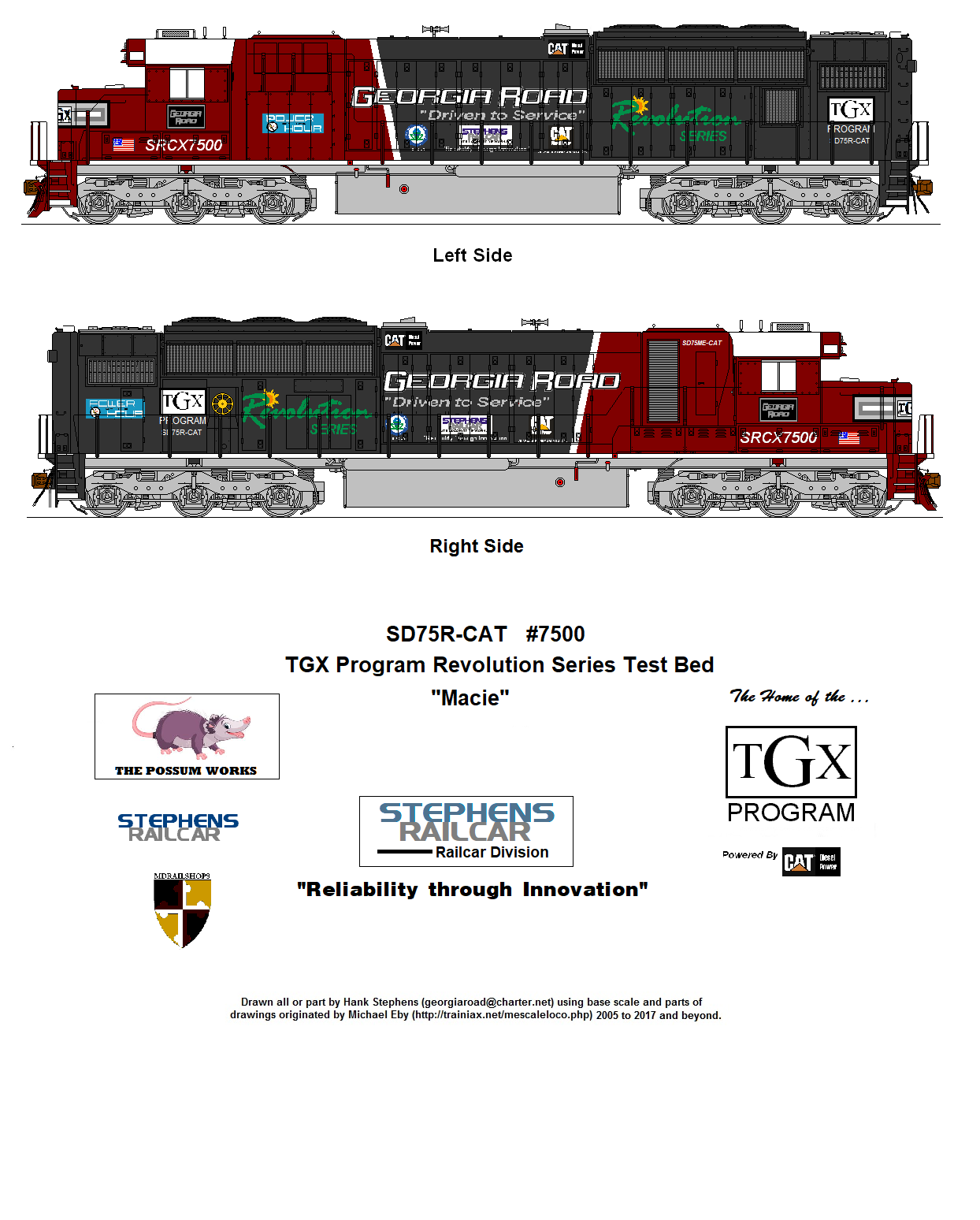
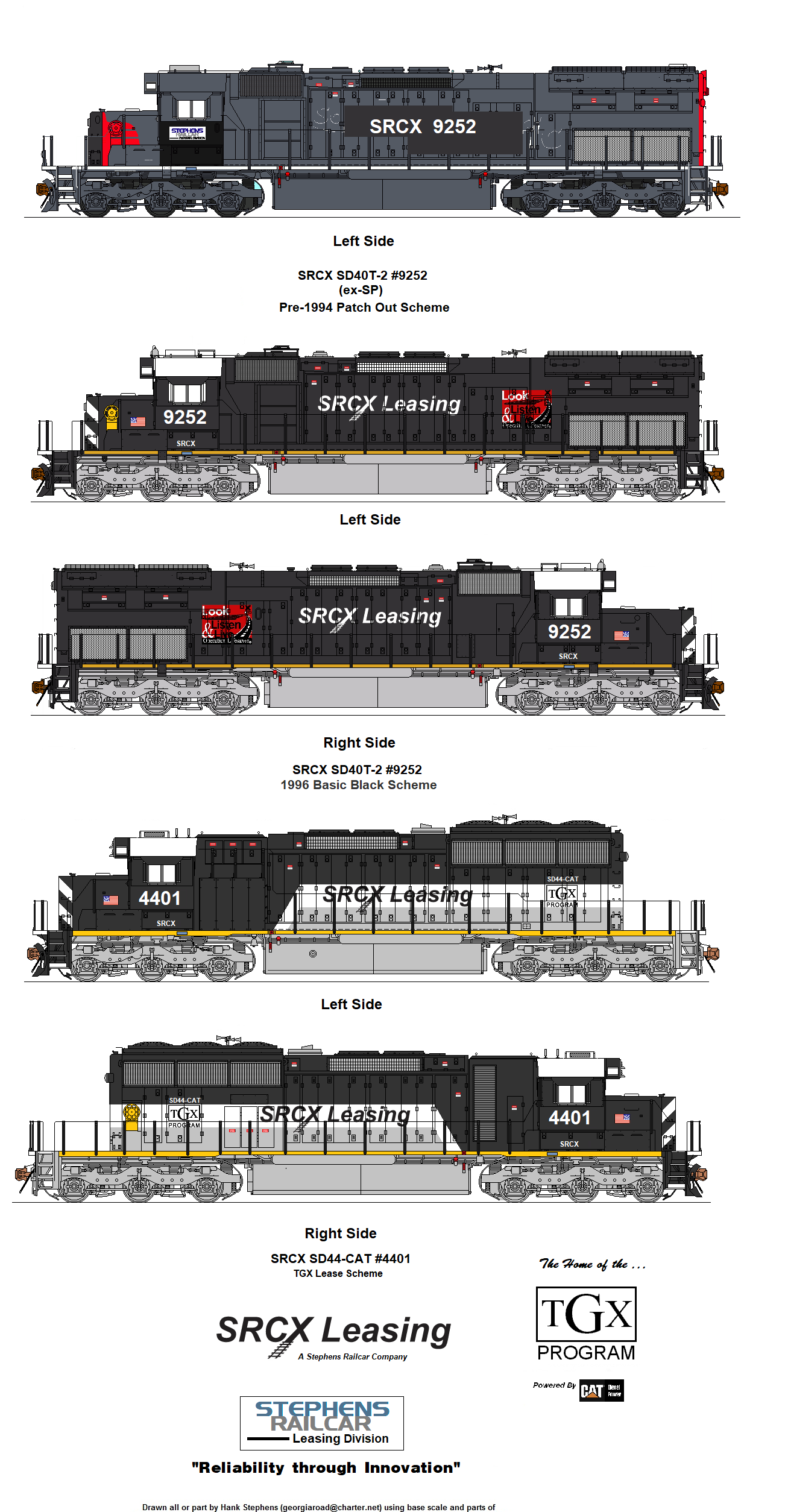
The Bettie prototype finally gave way to “Macie”, the second iteration of the REVOLUTION prototype and what was considered a pre-production version. The production prototype carried all the features of the final production version for the most part. The only glaring difference was the standard cab which was not slated to be an option on the production offerings. Macie would turn out to be the first SD65R-CAT unit, engineered to meet Tier 3 emissions and designed to step toe to toe with the new EMD SD70M-2 and GE ES44DC units. Macie never caused much trouble while older sister Bettie gained a reputation as something of a hanger queen. Program engineers finally demoted Bettie to static testing MAXXTRAX REVOLUTION software refinements and as a simulated train load for the test train. The few times Bettie was called up for testing to act as a braking load for Macie, things always seemed to go downhill fast. No one dared let her lead a test train for fear of a premature test-ending failure. Even trailing she seemed to always find a reason to have to go back to the roundhouse for repairs or tweaking. To add insult to injury, Bettie had a partner even on those few trips, a standard SD40-2 pulled from the Stephens Railcar SRCX Leasing fleet, known with as much sarcasm as affection as “Bettie’s Baby”. The idea was that if Bettie failed (and she usually did), the partner unit could take over as a braking load test and help get the test train home.
Many designers and electricians alike believed that the problems with the Bettie version was the attempt to couple the MAXTRAXX 2 proactive diagnostics with the uprated 3616C primemover and its REVOLUTION emissions and output control system. While the configuration matched the final production version on paper, personnel on the actual rebuild found some changes had to be made “on the fly” to make the system work at all. The Revolution series pushed the 3616C to its full horsepower rating of 4405hp. It did seem the more Bettie broke down and had to be repaired seem to actually increase the number of issues. Try as hard as they might, program engineering personnel could not get the prototype test bed unit to perform correctly.

Macie continued testing and was sent for emissions certification and qualification at the FRA test track in Colorado. Macie matched and surpassed all requirements, and it now looked like the program designers had a winning configuration. Even in duration testing, Macie continued to place well above the standard, even when errors in the control system were purposefully introduced. Meanwhile, back at the shops, Bettie, the ill begotten firstborn of the new TGX REVOLUTION Program was finally led to the reclamation yard at the JTLS shop of Stephens Railcar, stripped of usable parts and summarily scrapped. Rumor had it there was a bet between the superstitious senior mechanic and the overseeing engineer as to the outcome of Bettie due to her unique “personality. The old mechanic was not overly optimistic, but the senior engineer adamantly proclaimed he would finally see Bettie “running like a kitten at his hand.” Apparently, the senior mechanic won the bet, and he was quick to show off his winnings by buying the whole Finley Roundhouse workers a steak dinner the night after Bettie met the scrapper’s torch, charging it all to the engineer who ate quietly in the corner.
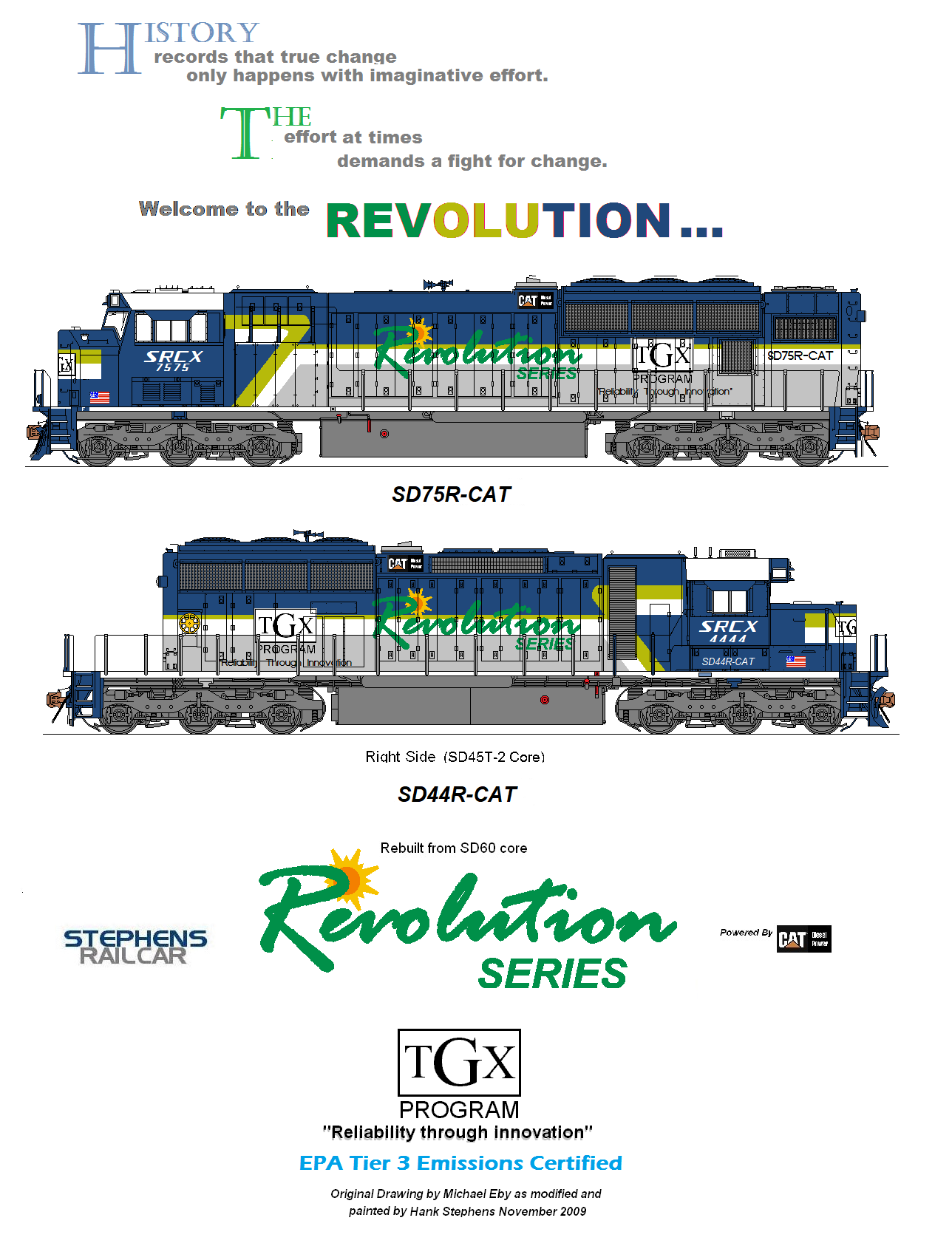
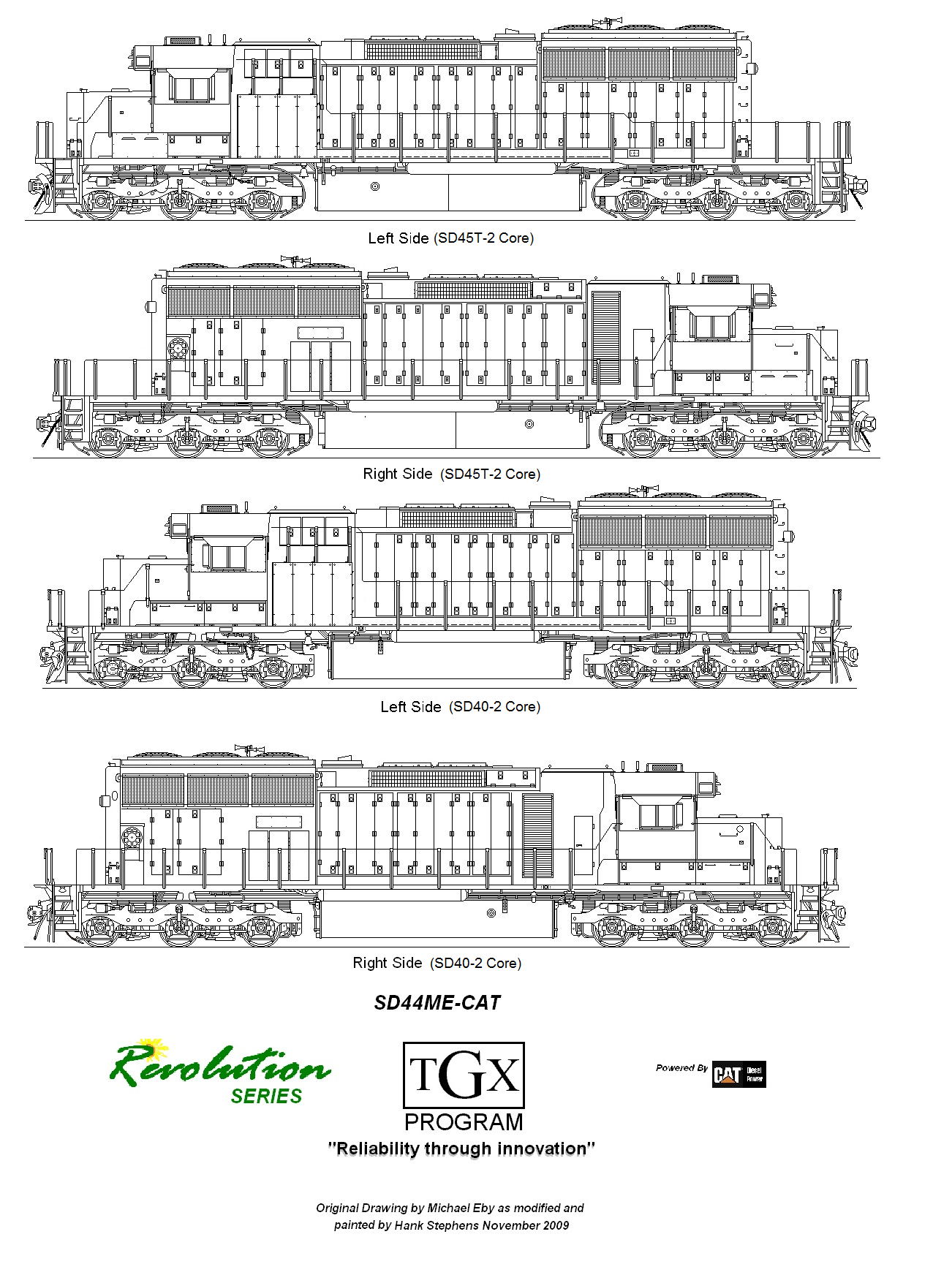
With no viable General-Purpose design tenable due to the horsepower to weight ratio, MDRailShops opted to develop a Revolution Series rebuild to compete with the EMD 710 ECO line of rebuilds. This required a second-generation core and utilized a 12-cylinder 3612C-TGX primemover as used in the GP65S-CAT of the Series ONE. The unit SD44R-CAT was rated at 3505hp, slightly less than the smaller GP65S-CAT that preceded it. The need for a large radiator and need for auxiliary power to run the Tier 3 emissions forced a reduction in horsepower, but the balance of fuel efficiency, reduced wear and remarkable road and heavy switching ability made the unit a good medium horsepower workhorse. The first units constructed were done on SD45T-2 and SD40T-2 frames with the standardized Revolution Series radiator skid used as on SD45, SD40 and SD40-2 frames. The extra frame length was retained giving the SD44R-CATs made from these frames have an extremely long back “porch” which became a obvious spotting feature. These first unit were painted in an updated SRCX Leasing scheme and sent out as SD44R-CAT pre-production test units. Once qualified, they blended into the SRCX Leasing fleet with little difference from production units.


PINNACLE SERIES– TOP OF THE TIERS
As 2015 came, the updated Clean Air Act of 2008 established the increasingly stringent emissions standards to its most stringent. Tier 4 emissions required exhaust ports emissions to produce water vapor and a minimal amount of carbon dioxide and carbon dioxide as outlined in the bill. GE worked through most of 2015 on its ET version of the Evolution Series that reached all the way to Tier 4 standards. EMD fielded the SD70AH-T4 which featured a new revamped four stroke 1010 powerplant akin to the troublesome H-Engine that doomed the SD90MACS in the early 2000, The dominance of General Electric with its Evolution Series resulted in General Motors selling off the locomotive building business to Greenbrier Capital in 2005. EMD struggled with lack of money for intensive development of a Tier 4 capable locomotive platform. The years of being owned by Greenbrier left little room for research and development and produced a hurried prototype that failed to match the reliability of its GE competitor. A completely new design was required as the two stroke 710ECO could not be pushed past the Tier 3 SD70ACe. EMD’s answer was a reworked H -engine called the 1010 “J-engine”. The rush to production quicky showed with buyers UP and CSX canceling orders after only a few sample units. NS backed off its order before the first units were delivered, going with the GE Evolution ES44T4 which proved much more reliable in daily operation compared to leased sample SD70AH-T4 models. The TGX Program also took a breath as it also faced a complete redesign in order to meet Tier 4 requirements. Due to its status as a remanufacturer and not an OEM builder, it did not have to cease production of its Tier 3 compliant Revolution Series. Orders sustained the program into the late twenty teens, especially as railroads shied away from any Tier 4 locomotives and found a work around in upgrading existing older locomotives. With the COVID-19 Pandemic reductions of global demand coupled with the move to Precision Scheduled Railroading (PSR) orders for any locomotives practically disappeared completely. Stephens Railcar booked no orders for any TGX Program locomotive purchases and barely keep its doors open with its core railcar repair and rebuilding activities from 2020 to 2022. Railroads were flush with surplus Locomotives and rolling stock and flooded the market with retirements and lease turn-backs. They retained portions of the surplus fleet as spare power to bolster their rosters into 2023.
At the Stephens Railcar John Tyler Locomotive Shops, a new prototype was on the floor in 2018. A former IC SD70 was pulled into the erecting bays and stripped to the frame and trucks. At first it looked much like another SD75ME-CAT, save the radial trucks of the core unit. However, this one carried the new CAT 12 cylinder big bore prime-mover noted in the specifications as the 3812C-TGX. The unit sat in pieces in the Building Ten behind the main erecting shop until 2019 when assembly was completed and it was discreetly moved to the Finley Roundhouse Test Center. The engine compartment was considerably taller with, the extra room needed for a large dual exhaust manifold precipitation system tied to a much noticeably larger flared radiator. The flared radiator employed three large 54″ fans and was more akin to the Progress SD70T4 than its TGX Program SERIES ONE and Revolution Series predecessors. The unit employed AC traction for the first time in the TGX Program and maintained the 4405hp rating of its SD75R-CAT direct current sibling. Class One railroads were moving steadily toward AC six axle traction for most assignments and the 286K minimum gross weight standard saw main and secondary tracks upgraded to minimum 132lb rail and modern deep ballast track structure. AC traction motors did not suffer from stall related “short time ratings” which would arc and melt the motor. They were easier to maintain but required a more robust electrical system. Regional and shortline railroads had little interest in such a modern, heavy power, relying on the flooded secondary locomotive market or less complicated upgrades of older power.

The unit would garner the code name “Lacie” and for much of 2020 to 2024 spent its time being static tested in the #2 Test Bay where it resided since its delivery to the Finley Roundhouse Test Center. The unit did leave out in gray primer in the still of the night darkness for a rare operational testing, mated with a fully restored but internally updated EMD FB Test Car purchased and restored to its original glory. Two random SRCX Leasing locomotives for train load simulation. The set always returned before daylight and Lacie was quickly tucked back in #2 Test Bay out of sight before dawn. Some supposed the testing under the shroud of darkness was nefariously purposeful to hide the potential inheritor to the TGX Program. In reality, Georgia Road was so busy on its lines around the shop that only night moves had any hope of track time to test the new prototype. The side advantage did reduce the potential of photographs. Lacie became the talk of urban legend in railfan and railroader circles and the test train quickly became known as the “Phantom Test Train.” Many swore they heard of it or saw it, but little photographic proof ever surfaced as the train before the first light of dawn. Eavesdropping with scanners during the move mentioned the move a simply a local extra. With the test train working inside and around the edges of the Georgia Road terminal, it was one of many non-descript moves around Greater Birmingham on any given middle of the night. If designers wanted secrecy, they could not have asked for more. The prototype was literally hiding in plain sight at the shop, but from a distance did not look that much different than the REVOLUTION Series units being assembled for Georgia Road out of SD50 and SD60 cores.
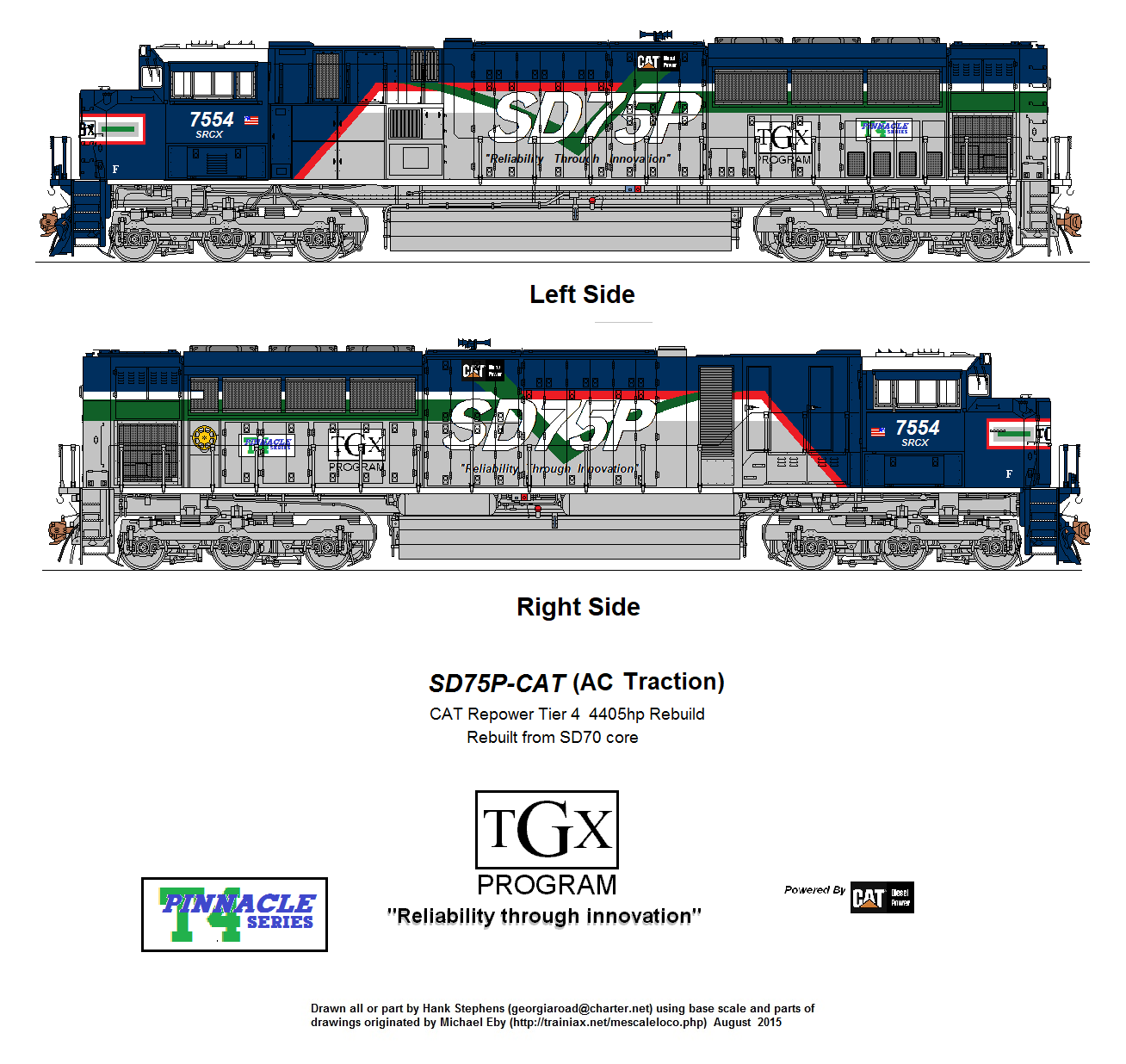
What was not known at the time was the TGX Program engineers at the Possum Works were struggling to get the final design specifications together. All three major of components of the design, the traction system, control processing and cooling could not be mated into the platform without issues. It was so bad that Stephens Railcar delayed the launch of what it had indicated would be its Tier 4 compliant from 2020 to mid-2025. In 2025, Stephens Railcar hired Palmetto Engineering out of Chester, South Carolina for help. Palmetto Engineering solved the integration issues on their own SD70A-CAT and Stephens Railcar opted to use their platform configuration with the exception of the new MAXTRAXX 3 microprocessor control system. The TGX Program presented Stephens Railcar with an early Christmas present in November of 2205 with marketing material sporting computer animations of the new PINNACLE Series SD75P-CAT. The core appeared to be a 70 series core with radial trucks, AC Traction and an aftermarket cab from the SD70ACe kit. The simulation featured a demonstrator scheme hearkening back to the original “Triple Threat” Demonstrator scheme that started the TGX Program nearly 20 years earlier. This one had a splash of green and updated graphics to emphasize the Tier 4 capability.
EDITORS NOTE–SPECIAL THANKS TO DANE CARLISLE FOR HIS HELP SAVING THE PINNACLE DESIGN WHICH WAS PRETTY MUCH FLOUNDERING IN A CREATIVE CONUMDROM BEFORE HE ADDED HIS EXPERTISE WHICH INJECTED NEW LIFE INTO THE PROGRAM.
THE ENCORE INITIATIVE
The 2020-2022 COVID-19 Pandemic coupled with the Biden administration push to complete the Obama era policies of eliminating fossil fuels created a building hiatus in railroad circles. for Stephens Railcar, rebuilding efforts took a drastic turn. With few new orders for both builder new and rebuilt locomotives in a state of flux, the industry as a whole pivoted to exploring alternative power and upgrades to access incentives toward ” clean and green” propulsion. GE was perfecting its Evolution Series on its ES44T4 platform and EMD under progress has all but given up on the US market, supplying locomotives to buyer outside the United States encumbered by the Clean Air Act 2015 requirements. OEM builders GE and EMD both built programs around upgrading older existing locomotives. They also experimented with battery electric locomotives (BEL), hybrids and alternative cleaner fuels such as hydrogen. Although a niche player, Stephens Railcar had a small but equally dedicated and able engineering group in the Possum Works at the Finley Roundhouse. They were not afraid to expand out to “follow the money” and keep the halls of Stephens Railcar working despite the dark forecast for railroad rebuilders. Names like MPI, VMV and NRE were no more, strangled by shifts in the industry which dried up orders indefinitely.
A program created by Norfolk Southern (NS) and Later Canadian Pacific (CP) saw the remanufacturing of SD9043MAC cores into pseudo SD70ACE units. The CP work in particular took the old 1990s era cores down to the chassis, put in a new 710G and replaced the cab and electrical cabinet with SD70ACe kits creating a Tier 3 SD70MAC for all intents and purposes. NS dumped their own program at the onset of PSR and Stephens Railcar purchased remaining cores for its own purposes. Georgia Road approached Stephens Railcar about a similar program to that of CP, interested in upgrading its own group of SD9043MACs and failed SD90MAC-H units. The fact that Stephens Railcar had just had Georgia Road haul in all the NS cores likely tweaked interest on the Georgia Road Mechanical side. With overall industry activity at an all-time low, Stephens Railcar could access EMD kits through Georgia Road as EMD struggled to find work to keep their suppliers working and solvent.
The Possum Works set about creating specifications, even borrowing a CP unit to see how upgrades were made and quickly created a set of specification for the TGX Program ENCORE Initiative. The “initiative” term was used to denote the obvious deviation from the core of the TGX Program as it would not include the proprietary CAT powerplant developed specifically for the TGX Program. using the EMD 710G-ECO instead. ENCORE was short for “ENviromentally COmpliant REbuild”. Not only would the initiative catalog a ENCO RE:POWER (710ECO powerplant) it would have a “renewable twist”. Stephens Railcar convinced Georgia Road to apply for Stimulus money set aside for renewable energy-carbon reduction activities in locomotion. Using the GE/WABTEC BEL battery locomotive as an example, Stephens Railcar sought to create an ENCO RE:GENERATION side to the initiative to exploit the idea of its own “rebuilder grade” battery electric control slab slug.
Two SD9043MAC cores bought from NS and a single wrecked ex CR SD70 were pulled into the JTLS shop and stripped to the frame. The frame, trucks, auxiliary equipment and radiator were rebuilt and mated with a new 710G-ECO powerplant and SD70ACe electricals, plumbing and cab. The blocky rear of the exposed sandboxes of the SD9043MAC Phase 1 cores were reconfigured to match the more esthetic angles of the SD70ACe due to an upgraded dynamic brake skid. The two units emerged from JTLS in full Georgia Road paint sporting the model SD70MAX indicating the maximum length core frame.

Encore Initiative designers had special plans for the wrecked ex CR SD70. It was destined to be an EMD rebuilder grade Battery Electric Locomotive Test Bed using some of the same GE/WABTEC suppliers. EMD was eager to help as they were experimenting with BEL units in their JOULE line of export locomotives for South America and Europe. The unit was stripped to the frame and all damage repaired with trucks traction motors and auxiliary equipment rebuilt. The long hood and powerplant was replaced by a second-generation lithium battery bank. Connections were mode so it could draw power from the dynamic brakes of the two SD70MAX units, one on each side. The idea was the BEL could be charged externally or charge each time the SD70MAX units attached on either side went into dynamic braking. Traction motor energy normally routed to resistor grids would now go to battery chargers. When idle, the SD70MAX units could also be notched up to trickle charge the BEL. The unit was officially designated the SD-ENCORE Battery Electric Locomotive-Second Generation Platform or SD-ENCORE BEL SGP for short.

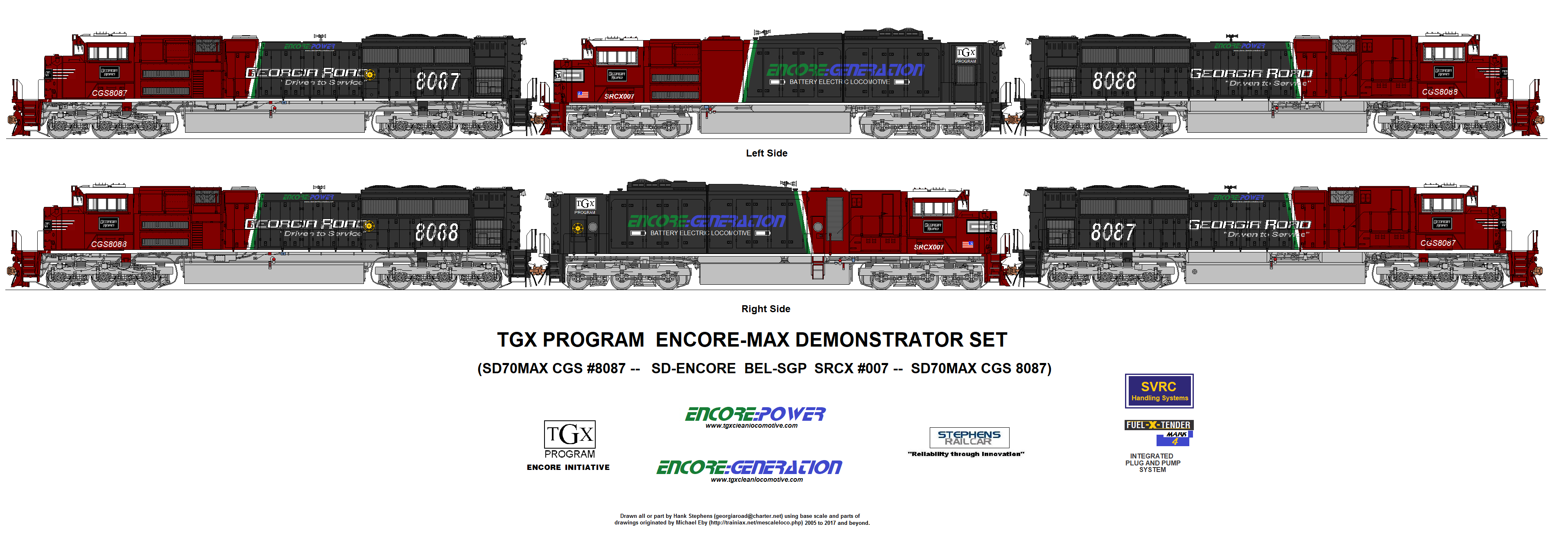
Unlike the GE/ WABTEC FLIX prototype, the SD-ENCORE was intended as a working prototype and not just a technology demonstration model. These carried the TGX Program MAXTRAXX 2 system and due to upgraded battery configuration these units were called Second Generation platforms. (The WABTEC/GE FLIX demonstrator was considered the first generation). Georgia Road planned to place multiple sets in service in long distance Intermodal trains running through between the Georgia Road and the West Coast. These unit retained a diesel fuel tank so they could act as fuel tenders for the SD70MAX units. Units could also be charged from the SD70MAX “partner” units while the trainset idled. Georgia Road opted for two pairs of SD70MAX-ENCORE G2-SD70MAX sets. The test sets proved suitable for road service and were considered an overall sucess
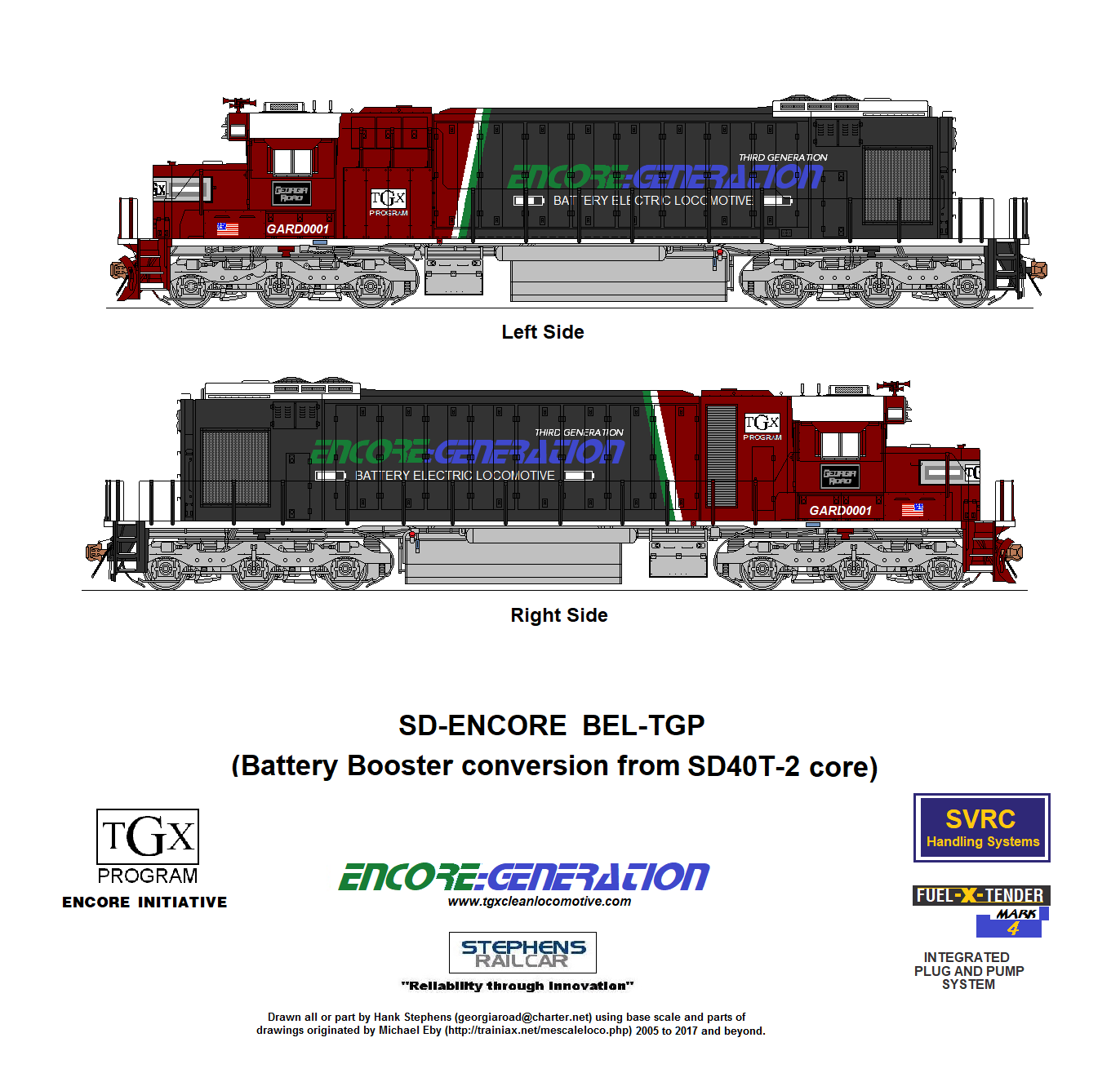
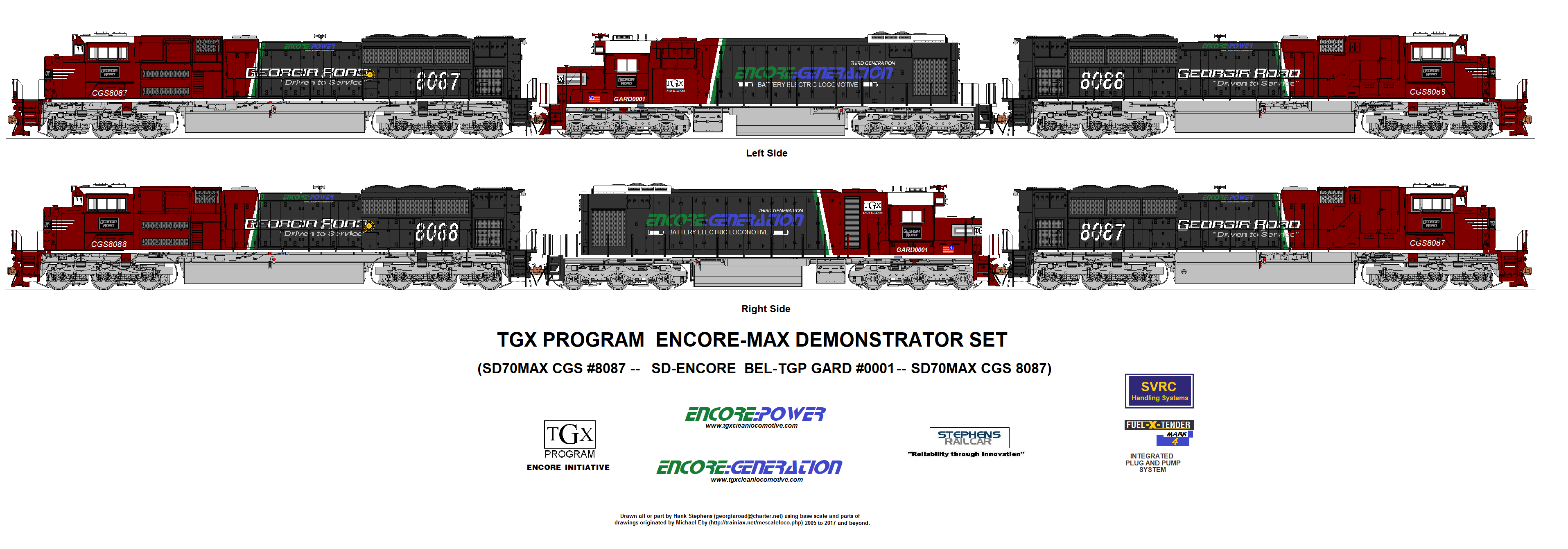
EMD wanted to expand its JOULE line of locomotives into the USA heavy haul market, and seeing the successful use of the WABTEC/GE FLIX configuration on EMD cores used in two ENCORE G2 pairs, it approached Stephens Railcar about partnering in further development of the ENCORE Initiative using its JOULE technology and suppliers. Stephens Railcar had months of real-world experience and data due to the attempted integration of the platform into continuous train operations on Georgia Road. Plans were set for JOULE based additional sets with a more “finished” production platform integrating updated JOULE technology including third generation battery storage and management. This new platform was considered a third-generation configuration of the ENCORE initiative which would stretch the program to the next level on as a production prototype. The first two pairs of the G3 versions were delivered in late 2025 and built on SD40T-2 cores out of the Stephens Railcar inventory. The units were disassembled stripped to the frame, then remanufactured to JOULE OEM standards. The long frame second generation core retained its upgraded cab, trucks, traction motors and applicable auxiliary equipment. Stephens Railcar integrated its MAXTRAXX 3 control system into the EMD JOULE battery management system and lithium core battery banks. As with the FLIX second generation original sets, these new G3 units were partnered with freshly rebuilt SD70MAX units with proper connections to facilitate fuel transfer, charging in active dynamic and passive idle mode. These units were introduced into QuickSilver Intermodal Service on the Georgia Road. Unlike the initial two FLIX based G2 units, all G3 units were owned by Georgia Road and numbered inside the Georgia Road locomotive roster.
As with any unproven technology, regular service identified issues with battery cooling, traction management and logistical support across the nation-wide corridor these units typically ran. They were not intended as road switchers or heavy yard switchers as battery life issues were quickly identified during several test protocols. They regularly return to the Finley Test Center Roundhouse for continued evaluation and heavy maintenance. Additional ENCORE sets were scheduled for completion at a rate of two per fiscal quarter basis through 2026. The Third-Generation platforms would continue to use SD40T-2 cores as the basis for the build. Although partially funded by EMD and Stephens Railcar. these units are owned by Georgia Road to allow access to incentive money from Illinois, Georgia and Texas. Georgia Road has reported a remarkable savings in fuel costs off its Landbridge intermodal trains between the Midwest and Eastern Seaboard. Even with incentives drying up in 2027, the design seems viable as fuel savings and mechanical simplification offsets the initial cost of the battery banks which are demonstrating long term reliability under the conditions of their specific pool on the Georgia Road. The success of the BEL unit is a combination of lower cost due to use of a core locomotive and the fact that these were built for a specific task on long distance manifest and intermodal trains in programmed routes carrying necessary infrastructure to support them. While EMD would like to see its JOULE program address a more general application in train operations, this was never intent of the ENCORE Initiative and the reason for its long-term success.
BELOW IS A COMPLETE LIST OF CURRENT TGX PROGRAM TESTBEDS, PROTOTYPES AND DEMONSTRATOR LOCOMOTIVES. LEASED OR TEMPORARY UNITS NOT INCLUDED.
| Reporting Marks | Unit Number | Unit Model | Notes |
| MDLX | TX001 | GP61-TGX TESTBED | |
| MDLX | TX002 | GP65-TGX TESTBED | |
| SRCX | 9000 | SD-TGX TESTBED | |
| SRCX | TX003 | SD75TGX TEST BED | |
| SRCX | 7500 | SD75R-CAT STANDARD CAB REVOLUTION SERIES SIX AXLE PROTOTYPE | |
| SRCX | 4444 | SD44R-CAT STANDARD CAB REVOLUTION SERIES SIX AXLE MEDIUM POWER DEMONSTRATOR | |
| SRCX | 7575 | SD75R-CAT NA WIDE CAB REVOLUTION SERIES SIX AXLE DEMONSTRATOR | |
| SRCX | 6500 | SD65S-CAT STANDARD CAB SERIES ONE SIX AXLE DEMOMSTRATOR | |
| SRCX | 6501 | SD65S-CAT NA WIDE CAB SERIES ONE SIX AXLE DEMOMSTRATOR | |
| SRCX | 6502 | SD65S-CAT NA WIDE CAB SERIES ONE FOUR AXLE DEMOMSTRATOR | |
| SRCX | ??? | SD75 PINNACLE TEST BED | |
| SRCX | TBA | SD75P-CAT EMD KIT NA CAB PINNACLE SERIES SIX AXLE DEMONSTRATOR AC TRACTION |
